Injection molding is an important fabrication process for manufacturing various plastic items and its heart is the valve gate technology. The aim of this blog is to give a detailed look at valve gate systems by examining their features, functions, advantages and uses in the industries. By understanding basic principles related to valve gate system, manufacturers can achieve better precision, improved product quality and efficient production cycles. This article will enlighten you on how to apply and benefits of using valve gate technology whether you are experienced or new in injection molding industry.
What is a Valve Gate and How Does it Work?

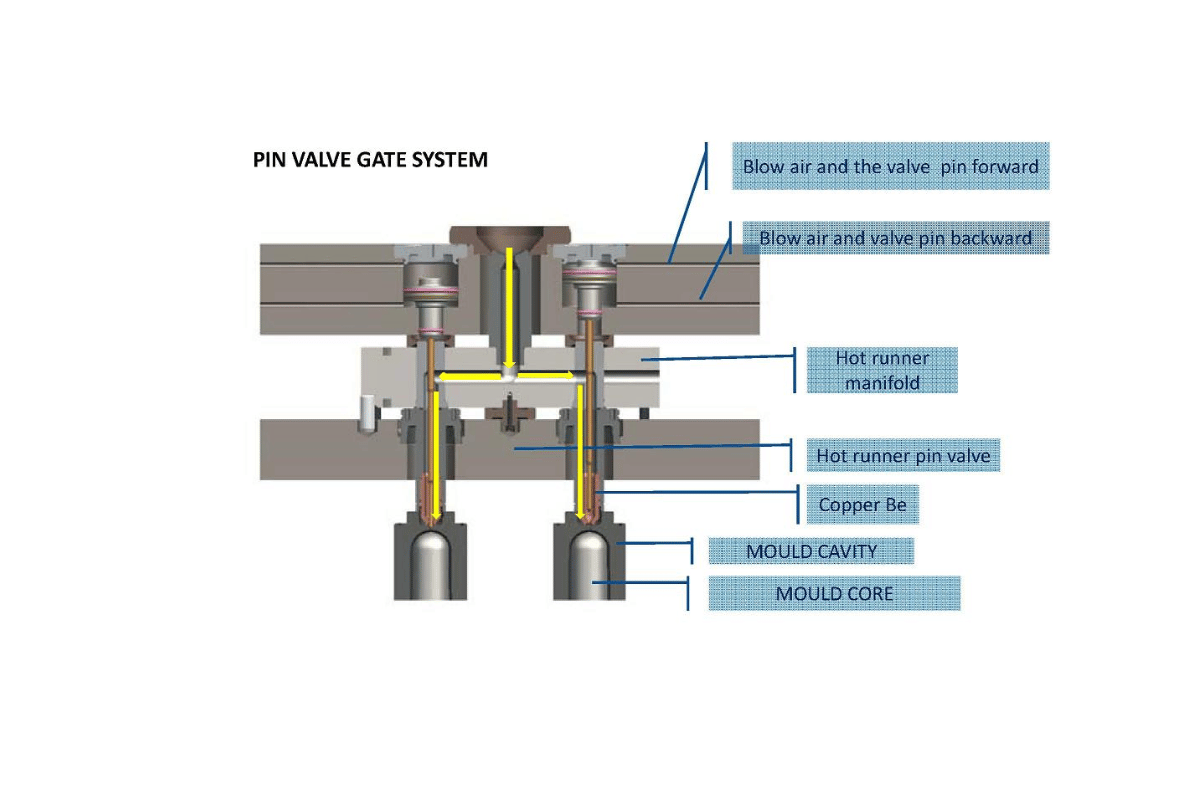
Image source: https://mastip.com/
The function of a hot runner valve gate in the injection molding industry is to regulate the movement of the liquid plastic into the mold cavity. It has a valve pin that opens and shuts the gate which serves as an entry for melted plastic during injection molding. During retraction, it allows flow of molten plastics in molds. The molten plastic fills up the mold when this gate is opened by pulling back the valve pin. After desired amount is injected into a mold, it moves forward to close this gate stopping any other passage of more melt materials. This precise administration during injections helps reducing sink marks and strings on finished products among other defects thus enabling for better quality finishing performance.
Understanding the Function of a Valve Gate in Injection Molding
The molten plastic containment and release positions are strictly controlled by such gates when employed in injection molding. The vital aim of a valve gate is to govern the flow of plastic with more accuracy than the open gates usually do, thus enhancing the quality of mold parts. This requires a valve-pin arrangement that opens and closes the gate at certain intervals, making sure that pressure stays uniform throughout the mold cavity. It has been found that these small variances prevent problems like gait vestige, stringing and sink marks often linked with low quality finishes or lack of structural integrity in a final product. They also have shorter cycles and less waste which make them perfect for high precision/high output manufacturing situations. In terms of meeting rigorous quality standards required for specific applications e.g. automotive parts, electronic housings and medical devices; they become an important component in manufacturing systems having valve gating features.
Advantages of Using a Valve Gate System in Injection Molding
Advantages of valve gate systems in injection molding are numerous. To begin with, they control the flow of molten plastic which leads to increased production efficiency due to reduced cycle periods and fast cooling; hence shorten cycle times resulting in rapid cooling of the mold thus increasing production efficiency. The surface quality and structural integrity of molded parts can be improved by this accurate control. Additionally, it helps in reducing the amount of plastic waste produced since it determines how much material is used causing it to impact negatively on costs that are thereby driven down and sustainability encouraged. Lastly, these systems are highly flexible and extremely useful where high quality standards should be met such as automotive elements, medical devices, electronic housing.
Sequential Valve Gating: How Does it Improve the Molding Process?
In the process of molding, Sequential Valve Gating (SVG) improve the process through controlled opening and closing of individual valve gates at specific times during injection. This enables filling of a mold cavity in a step-by-step way to avoid weld lines or flow marks that might affect the final part’s appearance and integrity. For big parts or ones with complex design, SVG controls how they are filled to prevent internal stress, aid uniform filling and optimize material distribution. In addition, it improves quality and consistency in production by managing the progression of flow frontage which reduces cycle time leading to increased manufacturing efficiency.
Types of Gates Used in Injection Molding

There are different kinds of gates used in injection molding to control the flow of molten plastics into the mold cavity, and each has its own unique advantages based on how they are applied. The major forms of injection molding gates include:
- Edge Gates: These gates are situated at the parting line, being easy to produce and machine which makes them suitable for large parts with thick walls. They provide a direct entrance for the molten plastic, making it fill up quicker into the mold.
- Submarine Gates: Found beneath the surface of molds; these tunnels or pin gates aid in automatic degating during entire ejection process. It is common to find submarine gates in molded parts that need a clean finish and have little or no post processing.
- Fan Gates: Fan gates are like edge gates but they have wider openings creating even distribution of plastic across the cavity hence eliminating chances of deformations and warping this type is more suitable for making long thin walled sections.
- Diaphragm Gates: Diaphragm gates make it possible to pipe plastic feed right into the center area of cylindrical or round parts thereby encouraging homogenous materials distribution while reducing weld lines.
- Hot Runner Gates: Through their integration with hot runner systems within molds, hot runner gating system sustains plastics as molten states until reaching cavities. Hot runner gate technology is beneficial in mass production where it cuts down on material wastages.
- Valve Gates: These types of gates are useful in valve gate systems where they open and close at specific times for accurate control over injection processes. It makes parts look good by reducing aesthetic defects while keeping material flow right as intended.
Manufacturers can optimize injection molding through gate selection enabling high quality components with enhanced performance levels and reduced production costs.
Comparing Valve Gates with Traditional Cold Runner Systems
Two distinct methods of injection molding are valve gates and traditional cold runner systems, each of which has its own strengths and compromises. Valve gates provide much more control over the flow of plastic, leading to better part quality, shorter cycle times, and fewer cosmetic problems. Valve gate technology is used to time both the opening and closing of the gates such that they fill consistently without warping or sink marks. These systems also work well in high volume production environments because their material waste can be greatly reduced.
Furthermore, less complex and inexpensive ones are traditional cold runner systems. It entails cooling down the runner system so that plastic solidifies before it enters into the cavity. However, this method is economical with respect to cost and applicable for low-to-moderate production levels but may result in excessive material wastage as well as longer cycle times as compared to valve gate systems. Cold runners require additional post-processing effort to remove runners if excess material called “runner” is left on parts; this becomes another cost.
In conclusion, valve gates offer greater control over finished products together with improved efficiency while traditional cold runner systems still meet lower budget requirements associated with lower production volumes. The selection between these alternatives depends on specific needs of an injection molding operation such as budget constraints, expected quantities of items to be produced annually, etc., as well as required level of quality for end products.
Exploring Different Valve Gate Technologies Available in the Market
The valve gate technologies have grown to suit the varied requirements of injection molding process and there are several advanced options in the current market. These include hydraulic, pneumatic, and servo-driven valve gate systems which are among the top solutions.
- Hydraulic Valve Gates: They have a reputation for being tough and ability to withstand high-pressure applications. Using hydraulic power, they can offer precise control over the time of gate operations as well as the speed. Therefore, they are best suited for production of large or complicated parts that must be uniform in quality. However, these systems require extensive maintenance while their set up costs tend to be higher than other options.
- Pneumatic Valve Gates: Compressed air is used by pneumatic systems for controlling a gate opening and closing. As compared with hydraulic systems, pneumatic ones are generally cheaper and easier to maintain. Consequently, pneumatic valve gates work effectively when used in medium pressure purposes with an acceptable level of accuracy. Simplicity and reliability are their main benefits although they do not provide such precision and strength as it is possible with hydraulic or servo-driven ones.
- Servo-Driven Valve Gates: This type represents most accurate and controlled version of any valve gate system available in the market today. Servo-driven gates use electric servomotors to get exact control over movement of a gate thus making it possible to manufacture very exact parts with minimal defects. One more advantage is their high efficiency since they possess fast cycle times at minimum material waste rate. On one hand, such equipment may seem rather expensive but on another hand has long term savings through increased efficiency thereby reducing maintenance expenses.
To conclude, each type of valve gate technology has its own advantages suitable for different manufacturing needs. The decision on whether to choose between hydraulic, pneumatic or servo driven depends on production volume, budgets and accuracy requirements involved in injection moulding operation.
Key Factors to Consider When Choosing a Valve Gate
Some of the key factors to consider when selecting a valve gate for your injection molding operation are:
- Production Volume: Where there is high volume production, hydraulic or servo-driven systems with their consistency and precision may be suitable while pneumatic systems may be used in smaller batches for cost reasons.
- Budget: Evaluate how much upfront investment you can afford. Pneumatic systems are low budget initially but hydraulic and servo driven systems have higher initial costs that lead to long term savings.
- Precision and Control: If you value exact control and high accuracy, then you should choose servo-driven valve gates. Hydraulic systems also provide good precision, while pneumatic systems offer enough control for less critical applications.
- Maintenance Requirements: Think about maintenance needs as well as downtime. Keeping up hydraulic system require considerable efforts while this is easier with pneumatic ones, and finally these demands on maintenance are diminished in servo-driven ones.
- Application Requirements: Pressure, cycle time, material type among others dictate the best compatible valve gate system for your specific application requirements.
Weighing these various considerations can help you select the most appropriate valve gate technology which will align closely with your operational goals.
Importance of Gate Design in the Injection Molding Process
The quality of the final product and its consistency are determined by the design of the injection molding gate. Properly designed vents ensure that the molten material can flow smoothly into the mold cavity reducing faults that may occur such as voids, weld lines and sink marks. It directly affects how the mold is filled, cools, hence cooling time and totally of course for cycle. Additionally, the gate design affects both part release convenience and surface finish quality giving rise to lower expenses on post-molding operations as well as cost-effective production. Thereby, producers can make products which will have better performance and appearance due to optimization in shaping gates without compromising their dimensional accuracy or limiting style characteristics demanded by strict regulations for reliability and quality.
Optimizing Gate Location for Efficient Melt Flow
Efficient melt flow in the injection molding process requires optimization of gate location. Balanced distribution of molten materials into all parts of the mold cavity, through gate placement, helps reduce flaws and create uniformity in molded piece. There are certain main factors to consider when choosing an optimal position for a gate:
- Flow Path Length: For minimum pressure drop it should be located so as to minimize the longest flow path length.
- Material Properties: Understanding the rheology of the plastic material, such as its viscosity and flow characteristics, helps in determining the ideal gate placement.
- Part Geometry: In case of complex forms or thin walls strategic gates should be placed to provide full filling avoiding any possible air traps or sink marks occurring.
- Cooling Rates: Proper positioning can lead to uniform cooling rates over the entire part improving dimensional stability hence reducing warpage chances.
- Aesthetic Considerations: In cases where parts have strict surface finish standards, placing gates off-cosmetic areas may help avoid visible flow lines and blemishes.
These factors can be critically analyzed by manufactures so as to optimize the gate locations thus enhancing flow efficiency during injection molding processes together with improving quality of molded components.
Maximizing Injection Cycle Efficiency with Proper Gate Diameter
To maximize injection cycle efficiency, it is important to select the right gate diameter which has an effect on the ease of material flow and overall cycle time. Optimum gate diameter guarantees fast and even filling of the mold cavity with molten plastic hence minimizing pressure loss and improving material flow. Consider.
- Material Flow Characteristics: The dimensions of a gate should be adequate enough to contain the properties of the flowing materials so as not to cool before they are completely filled up.
- Injection Pressure: An appropriately dimensioned gate can lead to reduced injection pressures thus lowering energy consumption and less wear on the molding machine.
- Cycle Time: Manufacturers can realize quicker injection times, shorter cooling rates by optimizing the size of their gates resulting in lower total cycle time and enhanced production output.
- Part Quality: Besides, adequate sizing does help in ensuring correct quality part production through minimizing some defects such as voids, sinks marks or weld lines among others.
Moreover, monitoring & adjusting gate diameters based on specific material attributes as well as part design can significantly boost efficiency in injection molding process while cutting costs and increasing product uniformity.
Best Practices for Using Valve Gates in Injection Molding

Selection and Placement
Choosing the right valve gate and its placement in the mold is critical to achieve optimal performance. In order to reduce problems like voids, sinks or warpage, the location of gate must be arranged properly.
Gate Timing
Appropriate opening and closing of the valve gate helps avoid over-packing or forming short shots. Matching valve gate operation with injection cycle using exacting controls ensure part quality and consistency.
Maintenance
Regular maintenance on the valve gates is essential for avoiding mistakes such as leakages or blockages. Optimal functionality of mechanical components and seals will guarantee that production efficiency remains high while parts are made at an acceptable quality level.
Material Considerations
Using materials appropriate for valve gating enhances performance in injection molding process. Some types might need specific designs for gates or operating conditions to achieve best results.
Temperature Control
Maintaining reasonable temperature control in the zone of gates prevents premature freezing of melt, keeps all things running smoothly throughout ensuring uniformity within all products. Quick cooling or heating techniques can improve cycle times and minimize defects’
Adhering to these basic rules when using injection molding with Valve Gates can lead to better product quality, shortened time periods between cycles and improved overall efficiency in manufacturing.
Tips for Properly Setting and Maintaining a Valve Gate Nozzle
- Start with Proper Calibration: Make sure that the valve gate nozzle is properly calibrated within the injection molding machine settings. This involves checking the exact positioning and timing so as to eliminate any variations during the molding process.
- Monitor Temperature Settings: The temperature settings in the valve gate area should be monitored closely. Both overheating and undercooling can greatly impact nozzle performance. Make use of advanced temperature control units that will keep heat levels constant throughout the cycle of molding.
- Regular Cleaning and Inspection: Periodically check for any signs of buildup or contamination on the valve gate nozzle. As a result, comprehensive cleaning procedures ought to be carried out in order to get rid of any residues which may block this particular part hence making it operate smoothly while minimizing defects.
- Lubricate Moving Parts: For smooth functionality and maintenance purposes, sufficient lubrication of mechanical valve gate components is mandatory. Hence, preferably rely on suitable lubricants recommended by manufacturers to ensure long lasting dependability.
- Check for Wear and Damage: Always inspect your valve gate nozzle for wear or damage at regular intervals. Seals, needles and seats like are some components that should be regularly checked, if necessary replaced ensuring leaks are avoided and better performance sustained.
It’s good that you follow these tips since they help in making your valve gate nozzles functional effectively over a long time thereby improving overall quality and consistency of your injection molding processes.
Common Issues Related to Valve Gating and How to Troubleshoot Them
- Stringing and Drooling: The most common problem is stringing and drooling, when there is an excessive amount of material leaked from the nozzle. This can be caused by inappropriate temperature settings or worn nozzles.
- Troubleshooting Tip: Make sure that the temperature is correctly adjusted and check whether the nozzles are well-worn out or contaminated. This issue can be avoided through regular maintenance and calibration.
- Gate Vestige: Gate vesture refers to an undesired projection left in the molded part where the valve gate used to be located. This arises as a result of incorrect valve needle setting or inappropriate molding cycle.
- Troubleshooting Tip: Adjust needle settings; fine tune molding parameters for clean break. Early detection and mitigation can be achieved through regular checks and maintenance services.
- Flow Marks and Jetting: Flow marks and jetting may lead to cosmetic defects on molded parts, typically because of improper mold filling / injection speed settings.
- Troubleshooting Tip: Reduce injection speed; have a good mold filling profile for smooth flow of materials plus making sure that the mold temperature is even throughout will reduce this defect.
Enhancing Shear Rate Control in the Gate Area for Quality Molding
For quality molding, the gate area has to be well controlled for shear rate as this affects directly material flow leading to reduced defects and consistent parts. The following are some ways to improve shear rate control:
- Optimize Gate Design: Onto controlling shear rates, gate design plays a big role. Use of tapered or fan gates facilitates gradual transition and equal distribution of shear stresses by minimizing probable defects.
- Adjust Injection Speed: Shear rate is best regulated through the adjustment of injection speed. Balanced injection speeds will stop very high shear rates that can lead to degradation of the material during flow non-uniformities thus affecting surface finish and molded part’s structural integrity.
- Control Mold Temperature: Maintaining uniform mold temperature helps in stabilizing shear rates. Variations in viscosity caused by inconsistent temperatures create defects such as flow lines and jetting. To ensure that moldings have consistent shear rates throughout the process, it is recommended that you use advanced temperature control systems.
Superior shear rate control can be achieved by manufacturers through these elements, which result in improved quality and more uniform molded parts.
Frequently Asked Questions (FAQs)
Q: What is a valve gate in injection molding?
A: Injection molding’s valve gates are used to regulate opening and shutting of the entrance through which molten material is injected. It assists in controlling the flow accurately, and it is also commonly employed to enhance quality and consistency of molded parts.
Q: How does a valve gate system work in injection molding?
A: Material injection occurs when a pin that can be actuated mechanically or hydraulically opens an injection gate, and closes it off to stop the stream; this is how a valve gate system works. Once open, the molten material fills up a mold cavity through the valve gate, subsequently sealing it shut for clean-cut entry points.
Q: What are the benefits of using valve gating in injection molding?
A: Valve gated molds are associated with many advantages in injection molding such as; improved surface finish, better control over flow rates in the gate area, shorter cycle times, less gate vestige and superior part quality. This way they help in ensuring that there is enough frozen gate before hold pressure comes on hence avoiding defects.
Q: What types of gates are there for injection molding besides valve gates?
A: Other types of gates used in injection molding apart from valve gates include thermal gates, edge gates, cashew gates, tunnel gates and hot tip gates. Each type serves specific purposes and has applications within the molding process.
Q: What materials are best suited for valve gate systems?
A: Valve Gating may be used for different materials employed for use in injection molding including thermoplastics like (thermoplastic resins), elastomers as well as some advanced composites. The choice of material depends on certain requirements necessary for particular applications of molding or properties of desired parts.
Q: Can valve gates be used with a hot runner system?
A: Yes hot runners systems can use valve gating. Even if hot runner system is being applied with its presence helps achieve better flow control besides reducing cycle times. Consequently enabling such integration yields higher efficiency as well as improved part quality.
Q: How does valve gating affect the shear rate in the gate area?
A: Valve gating helps in controlling the shear rate in the gate area by providing precise regulation of the material flow. This control minimizes shear-induced defects and ensures uniform distribution of the molten material, leading to higher-quality molded parts.
Q: What is a thermal gate and how does it differ from a valve gate?
A: A thermal gate, also known as a hot tip gate, uses heat to regulate the flow of molten material. On the other hand, valve gating is done through mechanical release of pin for opening and closing the gate. The former are usually applied for simpler processes while a latter are better options for complex high performance molding applications.
Q: Why is the correct size of the gate diameter important in injection molding?
A: For smooth introduction of molten resin into a cavity without creating any flaws, it’s important to have proper dimensioning of the diameter at its entrance. When the size of a nozzle is smaller than required it restricts flow with high pressures while larger yet increases amount of plastic consumed and thus extends cycle time longer than normal. Thus correct sizing maintains optimum flow with ultimate quality into final part(s) produced after molding process.
Q: How do parts separate from the gate in valve gate systems?
A: The separation between molded part and gate in such systems is done without any breaking or shearing as a result of well controlled gate closing and opening. This clean separation thus ensures that molded parts are kept intact with their aesthetic features intact hence reducing post-molding finishing operations required on them.