Overview of Titanium Anodizing

Image source: https://www.titaniumfinishing.com/
Understanding the basics of the titanium anodizing process
Starting by cleaning the titanium surface meticulously to take away all contaminants, the process of titanium anodizing ensures uniform oxide layer formation. Next, the washed titanium part is put into an electrolyte bath that usually contains acid like sulphuric or a mix of acids. By applying electric current to it, anodic oxidation takes place resulting in the formation of an oxide layer on its surface.
Key Technical Parameters:
- Voltage: The voltage applied determines how thick the oxide layer will be and some of its properties. Depending on what one wants to achieve, these voltages range from 10 to 100 volts.
- Electrolyte Composition: Sulphuric acid, phosphoric acid and a blend of acids are among other electrolytes that may be used. They may also have some effects on the efficiency as well as final qualities of the resulting anodised film.
- Duration: However, there is no fixed time for this process but it can take minutes or even more than an hour in certain cases. Longer periods result in thicker films.
- Temperature: Usually maintained between 20°C to 25°C (68°F to 77°F), the temperature in such baths ensures consistent and controlled depositing processes for oxide layers.
- Current Density: The rate at which layers form during a specific interval depends on the magnitude of current density; amps per square decimeter (A/dm²). It is common for this value to lie between 1-10 A/dm².
Why anodize titanium? The benefits explained
Anodizing titanium has several important advantages, and it is therefore widely used in different sectors. Anodizing first of all enhances its corrosion resistance on titanium without degrading the already outstanding resilience to environmental stressors. As a result, anodized titanium is suitable for use in harsh environments like marine and aerospace applications.
Secondly, anodizing can produce long-lasting vibrant colours that do not require paints or dyes to be applied onto titanium surfaces thereby making it visually appealing even when the oxidation process occurs (Yan et al., 2018). For instance, medical devices and consumer electronics industries greatly benefit from this aspect as these sectors require their instruments not only to function correctly but also to look attractive.
Lastly, anodic films on titanium have higher surface hardness and resistance against abrasion; thus increasing durability and reducing maintenance costs associated with components and products. Resistance to wear is essential in frictional and mechanical contact applications where reliability is key (Tiwari et al., 2018).
Differences between titanium anodizing and aluminum anodizing
Titanium and aluminium can be anodized to enhance their surface characteristics; but the ways of doing it and the results vary a lot due to differences in the metals.
- Electrolyte and Process: For aluminum anodizing, sulfuric acid is usually used as the electrolyte. In contrast, titanium anodizing uses various electrolytes such as phosphoric acid and mixtures containing sulfuric acid. Titanium requires higher voltages than aluminum.
- Color Variations: Aluminum anodizing yields mainly clear or frosted surfaces except when dyed while titanium anodizing produces many bright colors by means of interference effects from the oxide layer without requiring any dies hence providing a longer lasting and much more even beauty.
- Corrosion Resistance: Though the corrosion resistance of both metals is improved through anodization, titanium has intrinsically better resistance to corrosions than aluminum. Anodizing further enhances this property in titanium which makes it suitable for more demanding environments.
- Surface Hardness: Anodized aluminum obtains significant enhancements in surface hardness and scratch resistance important for applications requiring strong and durable surfaces. On the other hand, hardness is not significantly increased for titanium due its already hard nature but wear resistance and life span are improved.
Understand the different effects of titanium anodization types
Different kinds of titanium anodisation based on the process parameters and electrolyte compositions can give rise to various effects.
- Type I (Chromic Acid Anodization): Otherwise referred as chromic acid type, it is applied to improve adhesion in subsequent coatings and gives clear oxide layer, fairly good corrosion protection.
- Type II (Sulfuric Acid Anodization): This method causes a thicker oxide layer hence better surface hardening and more resistance to corrosion. It is widely used when one needs a non-colored protective surface for their material.
- Type III (The Commercial Type or Mixed Acid): It often results in vibrant colors due to the variable thickness of the oxide layer and the interference effects brought about by a mixture of acids such as phosphoric or sulfuric acids. This does not require that dyes be added thereby providing excellent aesthetic values.
- Type IV (Integral Color Anodizing): This is a special procedure where coloring is done while anodizing so that you obtain uniform coloration throughout thus making it more durable and wear resistant with good appearance. It’s applicable when aesthetics are part of function.
For any given case requiring higher hardness/lower corrosion rate/nicer appearance, each method has its own advantages so that relevant approach should be followed according to individual requirements: enhanced corrosion resistance, increased surface hardness or vibrant coloration in these cases.
Type 1 Titanium Anodizing: Aerospace Applications
Type 2 Titanium Anodizing: Color Anodizing for Aesthetic Appeal
Type 3 Titanium Anodizing: Mechanical Strength and Corrosion Resistance
Steps for Titanium Anodizing

- Cleaning: To start with, clean all titanium materials thoroughly to remove impurities like oils, grease and dust which may be present on their surfaces. It is this stage that guarantees even anodization.
- Etching: After the titanium parts have been cleaned they are etched in a solution so as to enable them get a micro-roughened surface. This increases the surface-area thereby improving the adhesion of the oxide layer.
- Rinsing: The next step after etching is rinsing in deionized water thus removing any remaining etching solution and preparing for the anodizing process.
- Anodizing: Place titanium parts into an electrolytic cell bath then apply electric current. The voltage and duration used in the process of anodizing will differ depending on required thickness of oxide layer as well as properties. Such a move initiates growth of oxide layer on titanium surface.
- Coloring (Optional): If colored Anodising is required, adjust voltage so that one can achieve specific interference colors; different voltages give rise to different colors due to variations in oxide film thickness.
- Sealing: Finally, rinse these components by water or make use of sealant solutions for sealing after anodizing. By closing pores in to the oxide coating, durability and corrosion resistance is improved.
Preparing titanium parts for the anodizing process
To anodize titanium parts, there are certain steps that must be followed:
- Cleaning: Start by cleaning the titanium parts well to remove contaminations such as oils, grease and dirt. Spotless surface can be obtained through the use of detergents or ultrasonic cleaners.
- Etching: The titanium parts should then be etched in appropriate acid solution so as to create micro-rough surface which will improve adhesion of anodized layer. Some of these solutions include hydrofluoric acid or hydrofluoric acids/nitric acids mixture.
- Rinsing: After etching, rinse off the deionized water on the parts to remove any residual etching chemicals. This stage is important because it prevents contamination during subsequent anodizing process.
- Deoxidizing: Deoxidizing solution may also be applied for elimination of remaining oxides from the surface hence ensuring a clean base for anodizing.
- Drying: Finally, dry out your titanium prior to start of the anodizing process so that no moisture could interfere with it.
These above mentioned preparation steps are important since they help in obtaining uniform and high quality anodized titanium components.
Selecting the right voltage and electrolyte solution
Therefore, for successful titanium anodizing processes, it is necessary to select the correct voltage and electrolyte solution. The thickness and coloration of the oxide layer are determined by the voltage. A range of 10 – 100V is used for basic anodizing with higher voltages giving rise to thicker, more vibrant oxide layers.
Additionally, the electrolyte plays a significant role. Excellent oxide layer formation and consistency can be achieved using diluted sulfuric acid or phosphoric acid on titanium. Another type of electrolyte that can also be used consists of ammonium phosphate and ammonium sulfate which is modifiable to give certain outcomes.
Consequently, both voltage and composition of the electrolyte must be controlled precisely to achieve desirable anodizing quality. Make sure that there is a stable power supply with consistent voltage output. Check electrolyte concentration regularly as well as maintaining optimal temperature at different stages of your process. These parameters if well monitored will produce durable high quality anodized titanium parts.
The role of the power supply in color anodizing
Color Anodizing Titanium
How voltage affects color in titanium anodizing
Creating different colors and patterns on titanium surfaces
To create different colors and designs on titanium surfaces, anodizing takes more than just varying voltage; other techniques such as masking or controlled dipping must also be employed. A part of the titanium surface which can either be made up of resistive material or coated can be masked out during the process of anodization so that it results in intricate patterns as well as diverse ones once the mask is peeled away. Moreover, this procedure can be repeated at varied voltages thereby overlapping several colours on the same alloy hence increasing its visual complexity.
Techniques to achieve various patterns include:
- Masking and Stenciling: This involves application of adhesive stencils or tapes to block out regions that ought not to be colored through another step of anodization.
- Brush Technique: It covers using a brush in application of the anodizing solution directly on the metal resulting in more controlled and artistic designs.
- Dipping: An alternative name for partial submersion of the titanium in anodizing solution is used to create gradients or specific regional coloration.
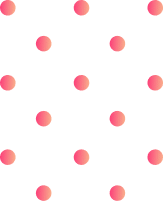
Examples of color anodizing in industries and creative projects
There are many applications of color anodizing which have been popular in different industries as it changes both the functional and aesthetic properties of products. For example, aerospace industry values anodized titanium parts for their robustness and corrosion resistance, while also presenting a vibrant color marker that can help in identification. In addition, medical professions use it to mark out instruments used during surgical operations and implants thus improving procedural efficiency as well as device organization.
Color anodizing is used by artists and designers for custom jewelry, decorative pieces or even electronic gadgets in the creative field. This ability eliminates the need for dyes so that their output becomes very beautiful and hardy. On top of this, customization is applicable in bicycle frames and metallic works of art produced through anodization because it makes each piece unique. These examples emphasize on how versatile and colorful color anodization is demanding its place both in industrial sector and world artistic culture.
The Anodizing Process: A Technical Overview

There are several key steps in the anodizing of titanium for achieving the required surface features and coloration. Initially, it is important to remove all kind of impurities that might hinder anodizing from taking place by washing the titanium thoroughly. Chemical cleaning agents and mechanical polishing are often used for this purpose. After cleaning, titanium is put into electrolyte usually containing some acid such as sulfuric or phosphoric acid.
Then a direct electrical current is passed through the solution leading to formation of oxide layer on its surface which vary in thickness. This layer’s thickness determines the final color which depends on voltage settings in electric current flow. In order to achieve specific colouring or gradient effects titanium can be partially submerged or masked during process. The moment the right colour has been attained, it dries resulting into strong and bright finished product made up of anodized titanium material.
The electrochemical process of titanium anodizing
Titanium anodizing is an electrochemical process that makes use of this metal with a view to augmenting the surface properties and physical appearance. It works like this:
- Preparation: Just like other metals, titanium is required to be completely cleaned and prepared to get rid of any impurities that may be present on its surface. This can usually be done using an alkaline or acidic cleaning solution.
- Anodizing: After pre-treatment, the titanium is immersed in an electrolytic bath which may comprise various acids such as sulfuric acid or phosphoric acid. An electric current is sent through it making an oxidation reaction happen on its surface leading to formation of titanium oxide layer whose thickness can be adjusted by changing the voltage and duration in the bath.
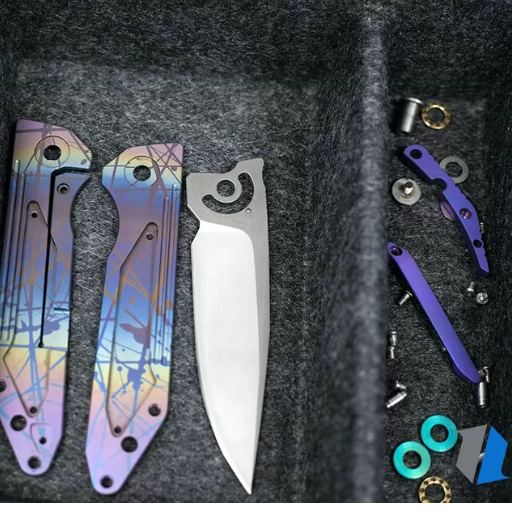
- Coloration: On the contrary, colors seen during titanium anodizing are not related to dyes but light interference effects. The different oxide thicknesses are achieved by varying the voltage at different stages during the process result in diverse colors ranging from very bright blues and purples as well as yellows and greens.
- Sealing (Optional): Sometimes, it might not be necessary for titanium, but you can seal it off additionally so as to add more protection for the oxide coating. The pores can then be closed either through hot water or chemical solution methods.
Understanding the formation of the oxide layer on titanium
Equipment and safety measures in titanium anodizing
Titanium anodizing requires a particular equipment to ensure safe and efficient process. It has power supply unit that provides required voltage, chemically resistant anodizing tanks or containers, as well as suitable electrodes. The electrolyte solution is important for the anodizing reaction which is usually a mixture of commercial available solutions or acids. In addition, the temperature control units can be used to achieve optimal temperature required for consistent results.
During titanium anodizing it is essential to take safety measures seriously. Operators should put on personal protective equipment (PPE) comprising gloves, goggles and aprons to shield them from chemical splashes plus electrical hazard. Proper ventilation is needed to handle fumes produced during the process. Proper handling and disposal instructions of chemicals used in the anodizing bath are necessary in order to avoid environmental pollution. A regular check on equipment and its maintenance will reduce chances of accidents hence creating a stable environment desired for anodizing. Thus by following these guidelines and safety procedures, titanium anodizing can be done effectively with high quality constant results.
Titanium Anodizing in the Aerospace Industry

Importance of Type 1 titanium anodizing in aerospace applications
Challenges and solutions in aerospace titanium anodizing
To optimize the process and reliability of treated components, there are several problems that must be solved in aerospace titanium anodizing. The first and most notable of these challenges is ensuring uniform anodization on geometries which are complex in nature, as this can result to inconsistent coating thickness and properties. Addressing this requires tight control over anodizing parameters such as voltage, temperature, time etc. This means that it is important to precisely control such parameters as voltage, temperature and duration of the process. In addition, when contaminants are present on its surface titanium gets affected with bad effects.
It is also necessary to streamline the anodizing process in terms of automation and real-time monitoring so as to enhance efficiency by reducing human errors and finally cutting costs. In addition, strict regulations regarding cleaning procedures and pre-treatment processes need to be implemented in order to eliminate any foreign bodies that may have been left on the surface causing low-quality finish.
The second challenge concerns environmental issues associated with anodizing processes due to use of hazardous materials like chromic acid. Technological advances have resulted into development of alternative environmentally friendly options for anodizing that lowers dependence on dangerous chemicals yet maintaining performance levels as required. Furthermore, cost pressures together with shorter lead times within aerospace sector require attention too. Additionally, the ever-increasing demands for cost effectiveness and reduced production time has made it necessary for the aerospace industry to focus more on streamlining its operations.
Thus one can conclude that overcoming challenges posed by aerospace titanium anodizing calls for more precise process control methods as well as ensuring rigorous surface preparation techniques that conform with environment needs while incorporating modern technology together with innovation strategies so as to reach out a global market place where enhanced properties give rise to improved aerospace components from Ti based alloys after they have gone through proper cleaning steps prior their final usage since all impurities might hamper a good finish quality at any stage during post treatment procedures offered by different companies.
Case studies: Successful titanium anodizing projects in aerospace
Case Study 1: Boeing 787 Dreamliner
Boeing’s technique of using titanium anodizing in the 787 Dreamliner increased the durability of key components and their ability to resist corrosion. Through optimization of the anodizing parameters, they obtained a light yet tough coating that reduced maintenance costs and improved overall aircraft performance. This strategy contributed towards making 787 Dreamliner operational efficient and reliable.
Case Study 2: Airbus A350 XWB
Airbus utilized the process titanium anodizing in A350 XWB program to cater for its demanding requirements on strength and weight. The anodization process was fine-tuned so as to develop even protective layers implying uniform quality across the parts. Critical components could therefore retain functionality for longer periods while keeping fuel consumption at minimal levels due to this innovative practice.
Case Study 3: Lockheed Martin F-35 Lightning II
Reference sources
-
Xometry – Everything You Need To Know About Titanium Anodizing
- Xometry offers a comprehensive overview of titanium anodizing, explaining the process, its benefits, and its applications. This resource is valuable for understanding how anodizing improves wear properties and enhances cosmetic appearance.
- Source: Xometry
-
Best Technology Inc. – What is Titanium Anodizing? | How to Color
- Best Technology Inc. provides detailed insights into the process of coloring titanium through anodizing. The article discusses various applications, including the use of anodized titanium in medical devices, and explains how different colors are achieved.
- Source: Best Technology Inc.
-
Valence Surface Technologies – An Overview Of Titanium Anodizing And Its Applications
- Valence Surface Technologies delivers an in-depth overview of titanium anodizing, emphasizing its safety, non-toxic nature, and environmental benefits. This source covers the practical aspects and industrial applications of the anodizing process.
- Source: Valence Surface Technologies
Frequently Asked Questions (FAQs)
Q: What are the different types of titanium anodizing?
A: The primary types of titanium anodizing are Type 1, Type 2, and Type 3. Type 1 anodizing is used for aerospace and medical applications due to its ability to make the surface of titanium more receptive to adhesives and coatings. Type 2 is commonly used for engineering applications, providing a slight increase in corrosion resistance. Type 3 titanium color anodizing, also known as color titanium, is used for both aesthetics and to enhance the wear resistance of the surface of titanium. Each type of anodizing provides a different level of protection, surface finish, and color options for titanium alloy products.
Q: How does the anodization process work for titanium?
A: Anodizing is an electrochemical process that converts the surface layer of titanium alloy into a decorative, durable, corrosion-resistant, anodic oxide finish. This is accomplished by suspending the titanium in an electrolyte bath and passing an electrical current through it. The process requires specific anodizing equipment and conditions depending on the desired outcome, whether it’s type 2 anodizing for enhanced corrosion resistance or type 3 titanium color anodizing for colored titanium finishes. The anodizing process provides a protective oxide layer that is integral to the underlying titanium.
Q: Can the color of titanium be changed through anodizing?
A: Yes, through type 3 titanium color anodizing, a wide range of color titanium finishes can be achieved. This process provides colored titanium finishes by varying the thickness of the protective oxide layer on the surface of titanium. The color is not a dye or coating but a result of the interference of light waves reflecting off the surface of the anodized object and the oxide layer. This process for titanium can produce a spectrum of colors without the use of dyes, offering both aesthetic appeal and increased surface durability.
Q: What benefits does titanium anodizing offer?
A: Titanium anodizing offers numerous benefits, including enhancing the wear and corrosion resistance of the surface of titanium, providing a range of color options for aesthetic purposes, and increasing the surface’s ability to bond with adhesives and coatings. Anodizing creates a protective oxide layer that is stronger and more durable than the underlying titanium, making it ideal for a wide variety of applications, including in aerospace and medical industries. Additionally, the anodization process provides environmental benefits by being a safer alternative to certain surface treatments that use hazardous chemicals.
Q: Is anodized titanium resistant to rust?
A: Yes, anodized titanium is highly resistant to rust due to the protective oxide layer formed during the anodization process. This layer acts as a barrier, preventing oxygen and moisture from coming into contact with the underlying titanium, thus offering significant protection against corrosion and rust. This makes anodized titanium an ideal choice for applications exposed to harsh environments or requiring long-lasting durability.
Q: How do I choose the right type of titanium anodizing for my project?
A: Choosing the right type of titanium anodizing depends on the specific requirements of your project, including the desired appearance, the environmental conditions it will be exposed to, and the application’s mechanical demands. For decorative purposes or aesthetic flexibility, type 3 titanium color anodizing is ideal. For projects needing enhanced corrosion resistance, type 2 anodizing is a better fit. For aerospace or medical applications where surface preparation for adhesion is critical, type 1 anodizing should be considered. Consultation with an anodizing specialist can help determine the most suitable process for your titanium needs.
Q: Can I contact someone for more detailed information on titanium anodizing?
A: Yes, for more detailed information on titanium anodizing, including type 2 anodizing or type 3 titanium color anodizing, you can contact us directly. We offer expertise in the anodization process for titanium, the selection of the appropriate type of anodizing based on your specific requirements, and detailed guidance on the preparation and treatment process. Our specialists are equipped to help with your anodizing needs, providing insights into the anodizing equipment, processes, and color options available for your project.