
Knurling is an essential machining process used in various industries to create textured patterns on the surface of workpieces. These patterns, often in the form of crisscrossed lines or diamond shapes, provide enhanced grip and aesthetic appeal to tools, handles, and other cylindrical objects. This article aims to provide a comprehensive understanding of knurling by exploring its definition, applications, types, and techniques. Whether you are a seasoned machinist, an engineer, or simply curious about manufacturing processes, this guide will equip you with the knowledge needed to appreciate the intricacies of knurling.
What is Knurling and Its Purpose?

Understanding the Process of Knurling
Knurling is a machining operation in which the material of a workpiece is rolled into a pattern of straight lines, oblique lines or crossed lines with the help of a lathe. The main reason why knurling is essential is to create surface textures that improve grip and prevent slippage on certain items such as tools, handles, fasteners among others. In this process, the rotating workpiece is pressed against by knurled tool made of hardened steel in order to make desired pattern in it. This can not only enhance its working ability but also impart aesthetic value to the end product.
Why is Knurling Used?
To Improve Grip: Such textured patterns, formed through knurling create rough surfaces that increase friction which makes holding and handling tools, knobs and handles easier. It is especially necessary for applications where slipping can result in accidents or lowered efficiency.
Aesthetics: These are diamond or straight line patterns which come about due to knurling making final products look attractive visually. Consumers often keep from buying things that do not function properly and those without good looks.
Measurement And Reference: As reference points for measurement or alignment on mechanical parts; they ensure consistent assemblies and more precisely accomplished tasks.
Technical Parameters: There are various technical parameters that must be considered when applying proper knurling:
- Pitch: The space between individual patterns on a knurled face usually measured in terms of teeth per inch (TPI). Coarse pitches may vary from 14 TPI while fine textures may reach up to 96 TPI.
- Diameter Of Workpiece: Depending on what size parts have been machined off the work piece, it could affect how clear or deep an impression will be left by engraved rollers
- Knurling Tool: Hardness and material composition are major determinant factors towards achieving clean cut out designs which last long. For this reason, high speed steels (HSS) carbides are preferred due to their long service life and high wear resistance capabilities.
By paying attention to such reasons and parameters, knurling can be effectively used to meet specific design requirements as well as functional ones in many industries.
Common Applications of Knurling
Knurling is an indispensable process across various industries because of its practical and aesthetic advantages. The following are some applications where knurling is commonly used with corresponding technical parameters:
Tool Handles And Grips: Enhances grip on tools like wrenches, pliers, screwdrivers etc. These patterns create a sense of touch that aids in preventing slippage which usually happens within the confines of precision and control demanding environments.
Technical Parameters:
- Pitch: Relatively rougher pitch (14-25 TPI) is suitable for bigger and weightier tools.
- Diameter Of Workpiece: It should match the size of the tool’s gripping area.
- Knurling Tool: High speed steel (HSS) tool material are recommended since they are durable.
- Thumb Screws And Fasteners: On thumb screws/fasneners, having knurled surfaces makes manual tightening or loosing possible without using any other tool or equipment like a spanner or screw driver.
Technical Parameters:
- Pitch: Medium pitches (25-40 TPI) provide both grip and nice appearance.
- Diameter Of Workpiece: Small one just enough for thumb screw/fastener
- Knurling Tool: Carbide lasts longer than others.
- Consumer Goods: Knurling is used by items like ball pens, buttons and electrical appliances to enhance grip and give them a polished look. Both the functionalities and beauty are highly cherished.
Technical Parameters:
- Pitch: For more finesse (40-96 TPI).
- Diameter of Workpiece: It varies depending on the consumer product in question.
- Knurling Tool: Carbide tools deliver an accurate and even finish.
- Measurement Instruments: Knurled parts present in precise instruments facilitate manual adjustments and settings.
Technical Parameters:
- Pitch: Fine pitch (40-96 TPI) for more intricate adjustments.
- Diameter of Workpiece: Normally small; this relates to the delicate structure of instruments’ components.
- Knurling Tool: High speed steel (HSS) tools for maintaining accuracy.
This makes knurling a process that cuts across various applications due to both functional and aesthetic requirements. The correct selection of technical parameters guarantees optimum performance improvements and increased user-friendliness within each specific context.
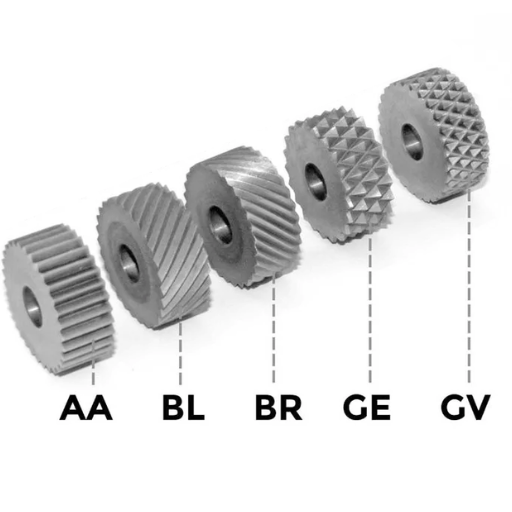
Different Types of Knurling Patterns
Straight Knurling
Straight knurling is a process of making parallel ridges on the surface of a workpiece, which goes across the axis of the part. It can be used to give cylindrical objects such as tool handles, knobs and grips better gripping ability. The pattern of straight knurling is highly effective for applications that require less rotational slip. Because it has equally spaced straight grooves, this kind of knurl gives superior handling and control. Straight knurling can be done using a knurling tool fitted with hard steel or carbide wheels meant to enhance durability in addition to accuracy Strayed from metal or plastic materials.
Diamond Knurling
This technique also known as diamond knurling involves creating intersected ridges and valleys on an object’s surface. A grid composed of raised diamonds enhances grip and add beauty by forming a crisscross pattern of intersecting set diagonals. Diamond precision is required in applications where both axial and rotary slippage are needed to be minimized. This gives these items added grip and control through the use of this design method which can even be seen on its screws, handles, or knobs Moreover, these tools have unique wheels that are used in their operation so that accurate results may be obtained throughout the whole area subjected to a defined pattern by them. These include durable materials like hardened steel which can cater for metals Plastics etc., making diamond knurl suitable for various industrial as well as consumer products.
Non-uniform Knurl Patterns
Non-uniform patterns break away from traditional symmetric designs for specific products which are functional or aesthetic based on individual needs. Non-uniform patterns differ from other designs such as straight line or diamond-like ones in that they may comprise spiral curves or random shapes among others. In fact, these desings may have different purposes such as enhancing grip when unusual conditions prevail or beautifying them with abstract decorations only specific individuals understand<unique>. Nonetheless, creating non-uniform patterns requires specific tooling and control of the knurling process. As a result, the manufacturers can meet special needs in custom equipment, luxury consumer items as well as art works; hence it makes them convenient for diverse industrial and artistic environments.
Exploring Knurling Tools and Techniques

Kinds of Knurling Tools
Knurling tools possess a range of patterns and shapes as well as purpose built for each job. These are the main kinds of knurling tools:
Single-Wheel Knurling Tools
Single-wheel knurling tools feature just one wheel that is made from hardened steel and placed on a holder. They are best suited for light-duty applications and can make straight, diamond, or uneven patterns of knurls. Commonly they used in finely detailed production on small parts. Some technical parameters include:
- Wheel Diameter: 20-25 mm
- Wheel Width: 6-8 mm
- Tip Hardness: HRC 58-62
Multi-Wheel Knurling Tools
These tools have multiple (usually in pairs) knurling wheels and are designed for heavier duty use. Cutting forces are spread equally by them across the workpiece reducing workpiece bending and tool wear. They tend to be utilized with larger parts in heavy industries areas. The most important technical parameters involved here are as follows:
- Total Tool Width: 15-25 mm
- Wheel Diameter: 20-30 mm
- Material: High-speed steel or carbide
Quick-Change Knurling Tools
With quick-change knurling tools, users can easily switch out the knurls without dismantling the entire tool itself, making it ideal for manufacturing environments where different styles may be needed for various components. Key parameters involve:
- Change Time: Less than 1 minute
- Compatibility: Supports multiple knurling wheel standards.
- Material : Hardened tool steel.
Internal Knurling Tools
Internal knurled surfaces such as those found on bushings and sleeves can be created using internal knurlers which provide this required grip or simply change its appearance. When speaking about these instruments, they usually refer to some parameters like:
- Tool Shank Diameter : 10–20 mm
- Wheel Diameter: 12-15 mm
- Tip Hardness: HRC 63-65
Thus, each kind of knurling tools has its own technical features which make it suitable for different types of knurling work. Manufacturers can choose the most appropriate tool for their needs by examining these specifications and thus achieve consistent, high-quality results.
Hand Knurling vs Machine Knurling
Hand and machine knurling are two processes used to create knurled patterns on different surfaces, each with its own pros and cons.
Hand Knurling is a process where the user manually presses or rolls the knurl onto a workpiece using a handheld tool. In many situations, this method is more agile and precise when it comes to small-scale or unique projects. It may be realizable in cases where production rates are low-volume such as manufacturing of one-off items that rely on accuracy and adaptability. Nevertheless, because hand knurling is so labor-intensive it may lack consistency compared to machine methods.
Machine knurls are made by using automated machines such as lathes or purpose-built knurlers. This approach ensures evenness and can satisfy high output demands through speed. It has an application in large scale industrial use when uniformity is paramount alongside throughput. However, although more efficient than hand processes the initial outlay on setting up a machine and its actual cost may be prohibitive.
Both ways have their peculiar applications with selection between hand and machine depending not only on project size but also on required precision level plus available resources.
Knurled Surfaces Made Using Lathes
Lathe knurling tool use requires detail-oriented attention and getting things right to make the desired pattern. Typically, this involves setting the workpiece in the lathe and selecting a suitable knurling tool based on the material and kind of pattern you desire. To avoid heating up or smudging your knurling, slow rotation is recommended on the lathe. The machine should engage with the workpiece by applying even force at all times. Moreover, using cutting fluid can decrease friction and improve knurled surface quality. Perfect alignment and gradualness are important towards attaining uniform patterns while using a lathe’s knurling tool.
How to Perform Knurling Operations
Steps in Knurling
- Choose a proper knurling tool: To achieve appropriate material of the workpiece and pattern required, it is important to select a good knurling tool. Make sure that the tool is still of good quality to give a perfect output.
- Fix the work piece: Securely mount your work piece on the lathe chuck so as to prevent its movement during the operation. Align it well so that there will be no deviation of the pattern.
- Set lathe speed: Adjust lathe to rotate at a low speed eg 50-300 RPM This will ensure no overheating occurs and also keep knurling pattern consistent.
- Position Tool: Place Knurling tool perpendicular onto Work Piece. Correct placement of this tool ensures equal pressure applied and same design created across surface.
- Involve The Tool: Gradually push your knurl forward until it makes complete contact with your work piece. Apply even pressure but avoid applying too much force to avoid damage or destruction on either parts.
- Use Lubricant: For prevention of any friction between this cutting instrument and this job put some cutting fluid into use. It helps you have a smooth finish and extends life span of cutters.
- Feed The Tool: Keep moving this knurling instrument with constant pressure along your component, ensuring straight lines through which it moves are followed by tools for achieving uniform patterns.
- Check Pattern: Turn off machine occasionally; have a look at how even or unevenly done is this pattern(curved). In case something doesn’t look right, then adjustments to roller’s pressure can be made here or else repositioned if necessary.
Technical Parameters:
- Tool Material: HSS/Carbide
- Lathe Speed :50-300 RPM
- Knurl Pressure:Moderate and uniform for any deformation on workpiece
- Cutting Fluids:Appropriate lubricants depend on material (oil-based for metals)
By following these steps, one can control the technical parameters and have a precise, even knurling pattern on their workpiece.
Tips for Getting a Perfect Knurl
- Choose the Right Knurling Tool: It is crucial to go for a high-quality knurling tool made of High-Speed Steel (HSS) or Carbide. This ensures its durability as well as production of clean patterns.
- Set Appropriate Lathe Speed: Lathe should be operated at low speeds ranging from 50-300 RPM. This will help control the process, minimize overheating and promote uniformity in patterns.
- Ensure Proper Tool Alignment: The knurling tool must be positioned perpendicular to the workpiece. As such, this reduces uneven pressure and guarantees uniformity in patterns.
- Maintain Consistent Pressure: Use reasonable but consistent amounts of force when applying this tool onto your work piece. Too much pressure may damage the surface while little force may result into an incomplete pattern formation.
- Use Adequate Lubrication: Select appropriate cutting fluids based on type of material as these are used in greasing jobs. Oil-based lubricant minimizes friction, cools cutter and gives you that smooth finish you are searching for when working with metals.
- Periodically Inspect the Pattern: Check your job’s knurled pattern repetitively whenever this lathe stops spinning. To correct any inconsistencies, adjust pressure applied by rubber rollers or realign these tools.
- Follow a Straight Path: As you move your instrument back and forth along one’s unit ensure it moves continuously and straightly. By so doing irregularities witnessed on this design can be minimized thus maintaining its regular look all through.
By following these tips together with considering the technical parameters we have discussed earlier, one will perfectly engrave a consistent knurled surface in his/her workpiece.
Common Mistakes to Avoid
- Tool Misallignment: The most usual mistake is, however, due to the failure to properly align the knurling tool with the workpiece. If it happens, there will be a nonuniform design and accelerated wear of the tool.
- High Speeds: A very high speed when turning on a lathe can lead to its excessive heating that might damage both a workpiece and a knurling tool. Therefore, lower speeds are always better for efficient operations.
- Inconsistent Pressures: Using changing pressures may distort patterns and decrease their quality. To maintain regularity within them throughout one should use an even force at all stages of producing them.
- No Lubrication: Failing to apply lubricant in between causes friction that leads to wear and tear of tools resulting in poor finish. Always use enough lubricants suited for your materials at hand.
- Avoid Periodical Checking: However, not taking out time to stop and scrutinize this pattern periodically might cause unnoticed mistakes. Consequently, timely adjustments are possible only through consistent checks ensuring no deviation from precision or unambiguity as well
Machine Knurling: What You Need to Know
Introduction to Machine Knurling
Machine knurling is a machining process that changes the surface of a workpiece by making it have raised patterns. These patterns are both ornamental and practical, adding friction in handles and knobs and improving the joining of parts during press fits. Once a knurling device is pressed against the spinning metal, there is a displacement of the material leading to formation of countless furrows and ridges. To ensure an even pattern with accurate dimensions, attention must be given to factors such as tool positioning, force exerted on it, the velocity at which it moves as well as how wet or dry its surroundings should be. Learning these parameters will save one from some mistakes including wrong direction of movement by tools or variations in pressures making good knurled surfaces.
Knurling Using CNC Machining Techniques
Using CNC machining for knurling yields high accuracy levels that are hardly attainable using manual approaches. I have found out through multiple searches that CNC machines can maintain correct alignment, pressure and speed required for producing equal patterns even more accurately. The automatic nature including programming aspects for this system means that they are not subject to variability in repetitive operations hence suitable for mass production. Additionally, CNC machining enables complex motifs or geometries which would otherwise be hard to machine by hand thus warranting careful positioning and setting up procedures into consideration. But once configured correctly, CNCs can deliver superior and consistent knurled textures faster.
Maintaining Your Knurling Machinery
Taking care of your knurling machinery guarantees its longevity together with sustained high-quality output over longer timeframes. Here’s what I managed to find out from reliable sources:
- Keep Lubricating Regularly: By constantly lubricating the sliding components you prevent them from wearing off fast due to friction; use appropriate oils structured for your particular machine model.
- Examine Tool Alignment: Periodic checking of this will forestall any possibilities of misalignments of the knurling tool that may lead to irregular patterns. Calibrate or adjust the tool as necessary.
- Adjust Speed and Pressure: The best speed and force should be maintained so that both the tool and work piece do not undergo extreme wear. Typical settings feature a speed range of 100-500 RPMs, whereas the pressure levels would vary according to material hardness.
- Clean Work Space: Regular cleaning of such equipment will prevent accumulation of any dirt which usually affects the quality of these surfaces generated by it.
- Inspect Tool Wear: One must regularly monitor their knurling devices for signs indicating any wear on them in order to retain pattern quality. When it is worn out, a replacement should be made as poor finish will result and reduce its life span.
- Software Update and Calibration: Make sure you have updated your CNC software to meet new requirements while checking whether your system maintains accuracy over time through some calibration steps.
By following such maintenance routines, one can always yield high-quality knurled surfaces every time hence increasing this machine’s lifetime.
Reference sources
1. Knurling Explained – What Is it, Methods & Applications
Source: Fractory
Summary: This article from Fractory offers an in-depth explanation of the knurling process, including the methods used and its various applications. It details how knurling can be performed by cutting or forming and describes the different types of patterns that can be created. The source is particularly valuable for its clear breakdown of the technical aspects of knurling and practical examples of where and why the process is used.
2. Everything You Need To Know About Knurling
Source: Made Aria Blog
Summary: The Made Aria blog provides detailed insights into the knurling process, emphasizing its purpose in manufacturing for improved grip and aesthetic enhancements. The article covers various tools and techniques involved in knurling, along with practical tips on how to achieve different knurling patterns. It also addresses common applications in everyday items like handles and knobs.
3. What is Knurling? Here’s What You Should Know
Source: Monroe Engineering Blog
Summary: Monroe Engineering’s blog post is a thorough exploration of knurling, discussing its significance in manufacturing and detailing the patterns that can be produced through the process. It explains the types of knurling—such as straight, angled, and crossed lines—and their specific uses in enhancing grip and aesthetic appeal. The post provides a balanced view of the advantages and limitations of the knurling process.
Frequently Asked Questions (FAQs)

Q: What is knurling?
A: Knurling refers to the manufacturing process that gives an embossed pattern on the surface of cylindrical parts. In this process, a small roller device is utilized to leave series of straight or diamond shaped impressions on the metal.
Q: What are some important applications in knurling?
A: Knurling uses are broad and range from improving grips on hand tools and machine components to making decorative patterns or to add more bonding area for mechanical purposes.
Q: Why is it necessary to use knurled parts?
A: The main aim of using knurled surfaces in manufacturing is to enhance gripping ability, prevent slippage, as well as provide aesthetic appeal. It can also be used where knobs and handles must be manually turned because it imparts sufficient friction.
Q: Which sorts of knurls exist?
A: There are two common types of knurling i.e. diamond and straight. The first type results in a cross-hatch design while straight creates parallel lines across the workpiece’s surface.
Q: How does cut knurling differ from rolled knurling?
A: Cut uses a cutting tool which cuts away material hence producing precise clean patterns but rolled entails pressing a part into the material thereby displacing it with its typical fastness and low cost.
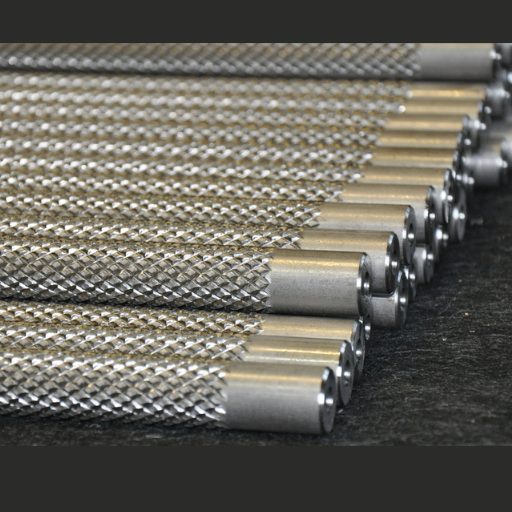
Q: Where is knurling commonly used?
A: Knurling finds common use on tool handles, thumb screws, barbell bars and various cylindrical parts found in machinery and hand tools. This makes them functional as well as aesthetically appealing by providing better grip.




