Tolerance in CNC machining is an essential part of manufacturing whereby the allowable limits of how close a component’s measurements can be to the provided specifications is set. As today’s industries become more dependent on complex and well-manufactured parts that easily interconnect, it is worth noting that well acquainted with these tolerances is a must for engineers, designers, and manufacturers. The current section will consider the sorts of tolerances that may be employed in CNC machinery, the importance of tolerances regarding product quality, and the influence of various tolerance levels on the process. This article, therefore, bridges the gap whether you are already in this industry or you wish to foray into CNC machined tolerances so that you acquire the basic knowledge that will help you make sense of the constructs.
What Are Standard Machining Tolerances in CNC?
cnc machining tolerances
Standard machining tolerances in CNC can be defined as accepting variation in the specific dimensions of a part that has been fabricated. These tolerances are paramount in ensuring suitable clearances and fits in assembled components. Based on my knowledge and experience, standard tolerances normally depend on the manufacturing process, material, and the order at hand. Standard acceptable tolerance values range from an inch of about ±0.005 in degree to about ±0.0005 in the degree for high precision work as it gets more sophisticated. These tolerances are useful for linking functional requirements, material and process selection for efficient design.
Explaining The Standard Tolerances
In defining such standard tolerances, I have been utilizing the information from the best materials that can be found. As a rule, standard tolerances are established, considering the component’s designed purpose while assembled and existing restrictions offered by applied CNC machining. For example, for some parts application where it does not make much difference if the tolerance is ±0.005 inches, in other cases, more accurate tolerances like ±0.001 inches or in even the latest challenging tasks ±0.0001 inches are on the frequent demand.
In regards to the technical specifications, below are some parameters to note:
- Material Type: Each material used in a design has a specific feature that influences the manufacturing process. For example, in machining, the tolerances of metals are much more stringent than those of plastics because of their rigidity and strength.
- Machining Process: Techniques such as milling, turning, or grinding have unique possibilities and constraints that define what tolerances can be practically realized. Grinding is known to be a post-process that can achieve tolerances of about +/—0.0001 inches, which other processes cannot achieve.
- GD&T: The information-centric approach is intended to supplement the information concerning permissible variation of dimensions and their spatial positions, allowing for analyzing parts from a more functional and integrated viewpoint.
Considering such parameters, I ensure that the tolerances I recommend are not only achievable but also remain valid in terms of being practical in manufacture and optimal in design.
Importance of Precision in CNC MachiningImportance of Precision in CNC
MachiningColonCopy Precision is essential in CNC machining because it affects developed products’ quality, performance, and dependability. In the course of my research to write this article and in particular, when synthesizing information from multiple top resources on this topic, it becomes clear that high precision encourages how the parts function and lessens the probability of assembly issues. For example, reducing the tolerances prevents the relative parts from dislocating, eventually resulting in extensive and disastrous wear and or failure of mechanical assemblies. Further, machining process shortages lead to a wastage of materials, investing more working capital than necessary.
As far as isi kanananighi has precision importance and efforts to rebut the struggle of tight precision to re-emerge this accuracy, I tend to consider several technical parameters, which are key to attaining high standards :
- Tolerance: For components, the devices assigned appropriateness typically must possess similarities to the extent that relevant tolerances are accompanied. As earlier highlighted, plain tolerances such as ±0.005 inches cannot be readily disregarded, and for many applications, standard tolerances of, say, ±0.001 inches or even ±0.0001 inches are reasonable for strictly precise works. The justification is particularly useful for applications needing more precision.
- Type of Material: The material employed considerably influences precision levels. Metals, for example, tend to support a working mass ratio; thus, tighter tolerances are possible. Others, on the other hand, need tin hints upon machining.
- Machining Process: A correct method must be adopted for accuracy and precision. For example, grinding can achieve finer tolerances than milling; thus, this choice of process becomes critical when such accuracy is demanded.
- GD&T (Geometric Dimensioning and Tolerancing): Attempting Codes assist in establishing definite limits of size and permissible variations and ensure a complete understanding of the part’s purpose to be commonly manufactured by all parties involved.
By incorporating these parameters in my design and machining activities, I have ensured that precision in the components manufactured is not just an ideal aim but a bearable limit, which results in enhanced quality and better returns.
How Tolerances Affect Machining Costs?
I have encountered such a structure using standard tolerances and pricing them under machining costs as paper templates determined by multiple technical aspects. The following are the main factors worth noticing:
- Tolerances: The tighter the tolerance, the more expensive the machining process becomes. Let’s take an ambiguous standard +/-0.001 inches tolerance. It is quite apparent that fabrication and enforcement of fixture standards like the one quoted will require far more expensive equipment and processing time compared to the normal tolerances, which are usually +/-0.005 inches. This extra effort translates into higher production costs.
- Material Type: The selection of material not only influences the precision level but also impacts the machining costs. Tighter tolerances force the use of metals, which usually come with a higher price because of how these metals are machined, compared to plastics, which may be cheap and easier to use but rather less accurate.
- Machining Process: There are many machining processes, and the costs of different processes differ enormously. Cost-effective processing methods will be smiling and turning rather than EDMetal or grinding, which are more expensive due to processes that achieve high accuracy.
- GD &T: The Application of GD&T helps save that unknown acceptable tolerances are established beforehand, resulting in the completion of the processes in the most efficient way. This ideal reduces the chances of repairs being contained, which would be expensive.
I appreciate the need of these parameters and their justification so that I can control machining costs without dissatisfaction on the level of accuracy required in the projects.
What to Keep In Mind When Choosing the Tolerance for Your CNC Project?
In order to determine the right tolerance for my CNC project, I consider the functional aspects of the part I am designing. Knowing how the particular component will be fitted and work within its operational context is imperative. The appropriate tolerance range can be ascertained only after this knowledge is acquired. After this, I evaluate the machining methods I intend to apply, since different methods have varying levels of tolerances they are able to achieve. Industry norms represented by such bodies as ANSI or ISO can also help determine what tolerances are ideal in particular fields. I also evaluate the materials I am using; certain materials allow a greater angular tolerance than others, elast such costs affect the woking tolerances. Above all, I discuss the limits with my machinist considering the actual workload involved, address issues such as tolerance I order and how realistic this is about equipment purchases and costs. In such a systematic way of thinking I am able to choose a tolerance that achieves the required degree of accuracy and yet makes the parts easy and economical to manufacture.
Factors Influencing Tolerance in CNC Machining
In CNC machining, tolerance is a major concern, and several issues come into play. And these include the limit or the acceptable freedom of movement over a product. Tolerance is a major consideration in the project regarding CNC machining. To achieve successful tolerance improvement strategies, eight main factors have to be observed and incorporated into the plan: time, cost, upstream processes external to the project, technical, geography, logistics, changing customers, and sociology. All the factors describing changes of tolerances within the elements (factors analysis) respondent’s assessment of factors. Tolerance is the “Design allowance for accuracy variation during part fabrication as, for example, holes are drilled,” otherwise known as variation to the X tolerance.
- Machining Process: Different machining processes, such as milling, turning, etc., influence the tolerances. For example, turning generally gives tighter tolerances of + 0.005 inches more than milling, which offers +10-inch tolerances. This is attributed to not only tool setup but also stability.
- Material Properties: The material I choose can also impact such tolerances. In terms of such tolerances, materials such as aluminum give a tighter tolerance of ± 0.002 inches, while softer metals like brass may offer about ±0.005 inches tolerance only because of soft nether deformation and not the design or material strength.
- Tool Wear and Maintenance: The condition of the tool is of utmost importance. If jointing the tool on a Turner was performed properly, the tool should be serviced at regular intervals and worn components replaced so that established tolerances can be maintained and ensured that the final output is within limits.
- Machine Calibration: Calibrating CNC machines on site is crucial. A calibrated machine achieves tolerances of at least ±0.001, while substandard machines or poorly aligned elements produce tolerances that are way above the range that most parts can take.
- Heat Treatment and Stability: Further, internal phase changes, microstructural changes, and processes like heat treatment can easily modify the dimensions of the material during cooling, thus affecting the tolerances. I should include limits for adjustments whenever there is a prospect of warping or expansion.
Considering these considerations, I can say that my tolerance requirements will be realistic and achievable given the machining processes and materials at my disposal. This stepwise process forms the basis for my ability to manufacture parts that meet or surpass the industry’s requirements.
Common Types of Tolerances Used in CNC
Based on my experience, there are common types of tolerances in CNC machining that I make use of for different manufacturing purposes and they usually have their areas of application within the world of CNC machining:
- Linear Tolerances: Acceptable range of variation towards the length or other dimensions of a particular part. Linear tolerances are often specified using a linear dimensioning technique with a numerical value between ±0.001 inches for critical parts and ±0.010 inches for non-critical parts.
- Geometric Tolerances define deviations from norms in terms of shape and positional orientation of features. For example, I have used the GD&T geometric tolerancing techniques to place a flat surface on a particular dimension or to position the various holes to certain positions that enhance their assembly.
- Angular Tolerances: Sometimes, I need to indicate the angular direction that may deviate from the defined angle. The maximum angular tolerances I would apply for ordinary parts would usually be ±0.5 deg, for more demanding applications such a tolerance may be made more stringent to reach ±0.1 deg.
- Form Tolerance is critical in controlling a feature’s geometry. For example, I usually need to provide tolerances for roundness of ±0.002 inches for round parts in general to ensure the feature’s proper function.
- Composite Tolerances: Under certain circumstances, I include composite tolerances if both the location and orientation need to be controlled simultaneously. This way, part functionality is maintained and enhanced without relaxing functional requirements on the component.
- Size Tolerances: These provide leeway in the diameter of shafts and holes, expressed as ‘H7’ in case of holes or ‘g6’ in case of fits at the shafts, which are common in engineering fits.
With these types of tolerances, I am in a position to let other engineers know what I want so that the parts are manufactured and can perform as required. This knowledge assures me that I can comply with the guidelines given in the Eurocode.
Tolerance Qualities Involved in CNC Machined Parts
When determining the acceptable tolerances of CNC machined parts, I consider a number of aspects relative to the production industry as observed in the major sites. First, the part in question controls the tolerance requirements; critical parts are tolerant to within ±0.001 inches, while more common parts have tolerances up to ±0.005 inches. For instance, I have to look into specific GD&T standards that help me define permissible tolerances due to material conditions based on the geometric parts in question.
Such Technical parameters I specialize include:
- Dimensional Tolerances: For linear dimensions, the general application limits that I apply are tolerances of between ±0.005 inches to accommodate the part fit.
- Surface Finish: A roughness average of about 32 micro inches (Ra) is sufficient for most parts, but for important surfaces, Ra 16 microns or finer may be required.
- Geometric Tolerances: When saying flatness, for instance, the tolerance that I apply for critical surfaces is approximately ±0.001 inches, which would enhance the coupling and operational requirements.
- Position Tolerances: For other parameters, such as hole positions, location tolerances of ±0.002 inches may be required, which are very important for the various assemblies.
Through evaluating these parameters, I achieve clarity of my specifications, thereby assisting the manufacturers in producing the required parts that will work and perform to the required levels and/or exceed them. This approach is based on credible resources in practice, making most of my decisions based on the best practices in the industry.
What Are the Types of Tolerances Used in CNC Machining?
In CNC machining, there are various. Some of the most crucial tolerances encountered in the practice are the ones related to dimension and feature accuracy. These include Dimensional Tolerances, allowances responsible for the actual size a part may vary from; Geometric Tolerances, limits to the shapes and directions of features; and Surface Finish Tolerances, the degree of the smoothness of UV Light surfaces, among other features. Again, there are Position Tolerances without which one is unlikely to achieve the relative placement of features. Each of these tolerance types is important for the overall quality of the manufactured product concerning the provided design and earning the intended operability and so I have to make competent decisions on the standards to follow owing to the industry practices and the nature of the project.
Bilateral versus Unilateral Tolerance – Comparison
In my experience as a CNC machinist, it has been noted that the difference between bilateral and unilateral tolerances is well understood in metrology. Bi-lateral tolerance is the standard that accepts variations in the positive and negative directions from the dimensioning limit. If for instance, I put forward a dimension of 10.000 inches with bilateral tolerances of ±0.002 inches then the dimension of the product will be within the range of 9.998-10.002. This gives leverage in the process of production since the quality of the end product does not decrease despite the variability.
In contrast, unilateral tolerance is one which allows variation in only one either upper or lower dimension from the basic dimension. As an illustration, if I dimension a dimension of 10.000 inches and unilaterally dissever the tolerance to be +0.003 inches/-0.000 inches, the … then the part must be not less than 10.000 inches but not more than 10.003 inches. This is especially useful in those areas of application where it is necessary to limit the dimensions of a certain part within the required parameters such in assembly hardware fittings where the parts do not should protrude above a certain size.
A few factors come into consideration when choosing between these two types of tolerances relative to the project’s objective and the parts’ functions. However, even if the designers rely on this approach, I am confident that the specifications’ parameters comply with the market’s required standards, which makes the manufacturers produce quality.
Understanding Limit Tolerance
In the making of CNC machined components limit tolerance smoothes out this variation by defining an upper limit and a lower limit for a feature. For instance, when I state that the part in question measures 10.000 inches with a limit of 10.002 inches (upper limit) and 9.998 inches (lower limit) it is clear as to how much finished part of the other dimension is to have. It is also a good way of making sure that there is no wrong interpretation since the dimensions are within the limit or there is no range within certain limit which is critical in terms of the performance and fit of the parts when assembled.
From the information which I retrieved from the leading industry sites, it appears that these are some of the technical parameters that are common with limit tolerance:
- Upper Limit: The greatest dimension of the product that is not to be exceeded in the end product.
- Lower Limit: The least dimension of the product that is not to be less in order to retain some functionality of the product.
- Tolerance Control Type: Determining whether the limit is bilateral or unilateral helps clarify the design’s degree of flexibility.
- Material Considerations: It is possible that considering other materials affects the extent to which tighter or looser tolerances may impact the outcome in terms of shrinkage or expansion.
- Manufacturing Processes: Knowledge of certain processes can suggest the feasibility of producing a part to a given level of accuracy, affecting tolerance choice.
Justifying these parameters relative to the established practices and reference materials, I reason why I am able to state practical dimensions which can promote productive cooperation with the manufacturing company while maintaining the quality of the end product.
Exploring Tight Tolerances and Their Applications
As part of my study, I assessed the available online resources. Among them, I noted some key aspects of tight tolerances that are essential for manufacturing. Tight tolerances are the specific dimensions within which a definer indicates the maximum and minimum spread of the dimensions of a part that one seeks to maintain in order for the part to function properly and that are critical in its assembly with other parts. Below are the important parameters and the reasons why they need to be observed:
- Dimensional Accuracy:For parts that must fit and work within tight tolerance assembly conditions, looser parts in the assembly are fine where the chances of misalignment and hiccups in functioning im providing stylised pieces that meet at prescribed intervals.
- Material Selection: The ease of obtaining and ensuring such tight tolerances is greatly influenced by the choice of materials. Low expansion materials for example are better suited for precision engineering works.
- Manufacturing Techniques: Fast manufacturing methods, like Gian-III or 3D sand Printing that incorporate advanced techniques into the manufacturing process such as CNC machining, achieve more tight tolerances to be able to perform in high enabling applications.
- Cost Implications: While some tolerances enhance or improve the quality of the product, this comes at a higher cost of production. Such costs need to be reviewed with the level of accuracy required to be cost-effective.
- Application Specifics: Tight tolerances are more common in the aerospace, medical devices, and other industries, where they are enforced by safety and performance requirements. Missing even small tolerances can have serious consequences.
From this analysis, I again suggest that the tolerances for use need to be defined so that quality can be guaranteed. At the same time, the manufacturing process is implemented to lower costs and improve efficiency.
What procedures underpin the achievement of precision in CNC machining parts?
Depending on the type of machines involved, CNC machines achieve close tolerances due to high engineering sophistication and power in machinery and tooling. Head 1 Complicated computer numerical control usage further allows machine programming to a very high level of detail. This way, there will be good programming of the paths to be taken for cutting so that there is minimal variance once the operation has commenced. Head 2 Proper and precision cutting tools and machine maintenance prevent the blunting and inaccuracy of the tools, which are key issues that help meet such tight tolerances. Other factors include the rigidity and stability of the machine since these will dampen vibrations and movement thus inaccuracy. However quality assurance, supervision and inspection remain paramount to achieving tight tolerances and is applicable to each working centre and every single part produced.
Techniques for Achieving Tight Machining Tolerances
To achieve tight machining tolerances in CNC machining processes, I develop and buttress some important aspects that combine the best practices garnered from some of the top industry institutions.
- Tool Selection: It is important to use appropriate machining suppliers who supply quality cutting tools with high wear resistance, such as carbide or high-speed steel, which are sharp for a long period; hence, precision increases.
- Proper Cutting Parameters: Generally, I use a specific cutting speed, feed rate, and cut width depending on the material being cut or shaped. I have been using a cutting speed of 150 to 300 SFM for aluminum, improving the surface finish while still holding the tolerances.
- Workpiece Fixturing: I use stable work holding fixtures that limit deflection during machining. This includes mounting the workpiece with fixtures that do not allow excessive deformation to avoid tolerance-related problems. For example, a v-block fixture can be used to prevent workpiece rotation.
- Machine Calibration: CNC machines aren’t exempt from this practice since it should be done routinely. I make sure that the machine axes’ calibration limits are maintained at ±0.001 inches, which is very helpful when dimensional accuracy is required for numerous parts.
- Temperature Control: I have introduced temperature control in the machining area because components’ dimensions can change due to thermal expansion. The temperature of the workspace should be kept constant to minimize the risk of differential movement.
- Feedback Systems: If feedback is continuously provided, the system’s effectiveness can considerably improve accuracy. For instance, I can use encoders on machine axes to promptly deal with any changes causing out-of-tolerance conditions during machining.
Being proficient in applying these measures and learning the technical situation, I can produce detailing within tight tolerances safely and with consistency.
CNC Machining Service Experts’ Responsibility
When it comes to CNC machining services, as an expert in this area, my first task is to see to it that modern methods of manufacture are effectively applied to bring forth the required quality. From the leading CNC machining websites, I consider the following:
- Material Selection: I acknowledge that knowing the suitable material is critical. Of course, I tend to use stainless steel because of its ability to resist corrosion and maintain its structural properties. Still, I decided to use plastics like PEEK when weight is considered.
- Tool Selection: It is important to choose the right tool for the job. Due to the machined materials’ hardness, I commonly employ carbide end mills at relatively high cutting speeds (up to 500 SFM) for cutting operations because they do not dull as quickly and are more durable.
- Cutting Conditions: Cutting depths and feed rates are determined according to the standard; for example, feed rates of 0.002 to 0.005 inches per tooth are appropriate for metals since they yield acceptable surface improvement within short periods.
- Process Optimization: I also use motion control and design know-how in appropriate frames, such as adaptive machining, and simulation software to attain efficiency in processes, stylizing shorter cycle times and accuracy.
- Quality Control: The various controls are really put in place including the use of CMM-dimensional inspection to ensure that no component is out of the tolerances of +/’0.001 inches.
I can offer machining services that meet customers’ needs and constantly improve design and manufacturing processes by following such limits and learning from the best in their field.
Common CNC Machining Processes for Precision Work.
In practice, I am aware of various CNC machining processes generally used for precision work. I am bound by the technical parameters presented on the best industrial websites in the country.
- Milling is the process where material is removed from a workpiece by a rotating cutter. The cutting speed and feed rate are usually altered according to the material, for example, when feeding aluminum, the cutting speed should be around. Including changes in the types of materials from ordinary steel to better alloys and aluminum spool materials, cutting speeds for milling should include around for cutting strokes.
- Turning: I perform turning operations with lathes to obtain cylindrical parts. In turning operations, I believe a spindle speed of 600 RPM with a feed rate of 0.015 inches per revolution will produce a good finish without losing productivity.
- Drilling: Drilling is a procedure which is used to make holes in materials. It is common for me to employ twist drills at a rotational speed of two hundred and fifty revolutions per minute when screwing stainless steel. o2 inches units of feed per revolution of the tool is set to avoid a pull of chips without ruining the surface.
- EDM (Electrical Discharge Machining): Sometimes, the materials to be machined are too hard, requiring a method to cut them, usually employing EDM. Here, I make sure this current value is set accurately in proportion to the thickness of the workpiece, usually from 2-4 Amps on small features.
- Laser Cutting: Although laser cutting is not a conventional machining operation, it can perform intricate works where thin sheets are cut. I would normally give a laser speed of twenty inches per minute and concentrate on focusing the beam on the texture of the cutting edge to prevent overheating.
By embracing these approaches and parameters, I can offer precision machining services that are also deterministic and respond to the requirements of every particular task.
What Is the Concept of Machining Tolerances?
Machining tolerances are permissible differences in the dimensions and finishing of the machined part. About the assembly of the different parts, these tolerances are very important because they ensure that the individual parts correctly fit and work in their assembly. As a rule, in engineering drawings the tolerances are usually outlined after the specific dimensions given, to include the largest distance from this dimension that is acceptable for the actual details. To my observations, such a shift in paradigm means more costs in production processes because manufacturers will be forced to employ highly accurate machining processes and stringent quality assurance measures. In the course of every machining assignment, seriatim of tolerances and cost considerations determines the best desired outcome.
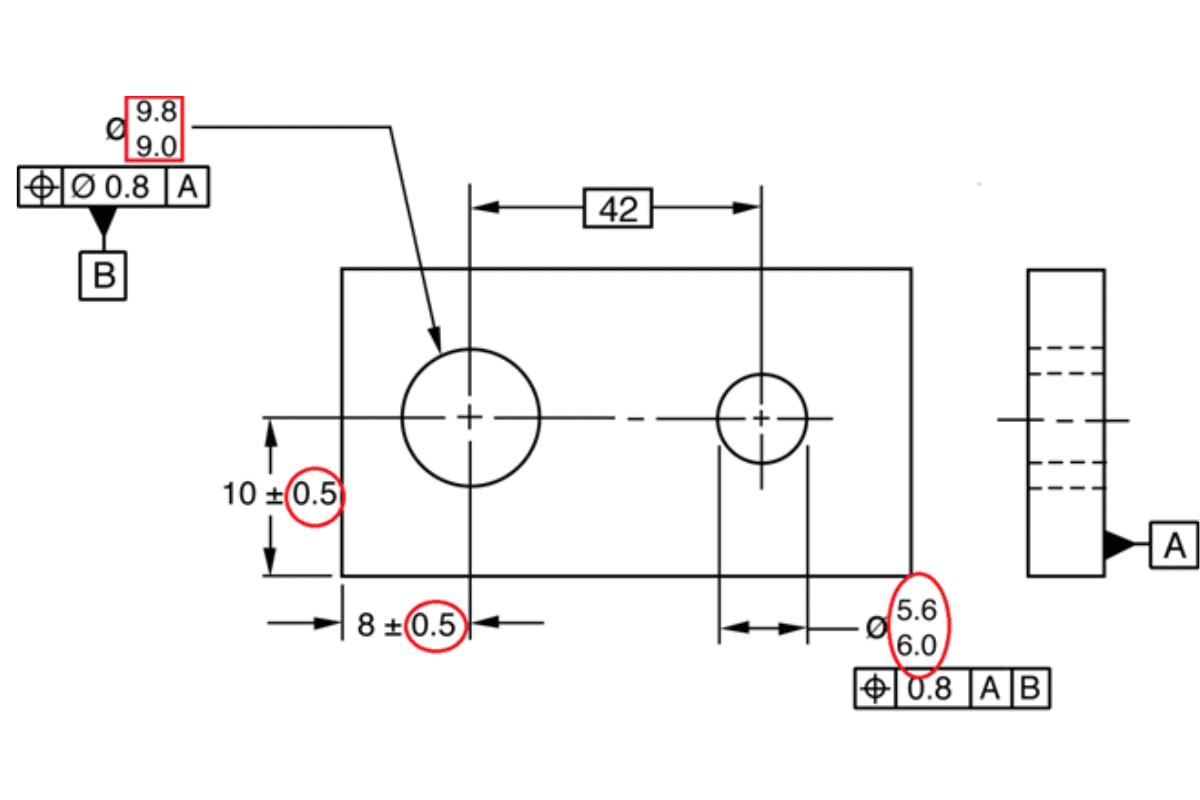
Understanding the Geometric Dimensioning and Tolerancing System
Geometric Dimensioning and Tolerancing (GD&T) is among the systems in engineering design and practice that convey variations and the relationships of the subject part’s aspects. GD&T has become a focus of attention especially in improving design and communication feasibilities in my field of work. This system utilizes geometrical lines with annotations and symbols on the drawings which indicate the size, shape, positioning and orientation of the elements. For instance, the Flatness Tolerance is one parameter often encountered in the use of GD&T which I find myself using a value of ±0.005 inches because this setting serves the flat surface that assists in fastening parts with minimizing disruption in assembly.
A common parameter that I also come across is Profile Tolerance which assist in describing a feature’s shape. Almost on all complicated cross sections, I put the radial profile tolerance of ±0.010 inches in order to keep the design functional from an overall visual and functional standpoint. On top of that, Position Tolerance is critical for the location of a hole; more often than not, I impose when integrating into assemblies the position tolerance of ±0.002 inches. Meeting these technical requirements through the intelligent use of GD&T helps me improve product quality and reduce defects during production, even as I work with other engineers and machinists.Layering these technical requirements over the basic feature of GD&T helps me deliver maximum product quality and minimum production defect rates as per industry requirements while working with fellow engineers and machinists.
What Are the Reasons that Tolerances can be Applied in Production Further?
Due to their importance, tolerances are a significant aspect of manufacturing. Their unique properties allow for the variation experienced in the manufacturing process. Usually because tolerances specify allowances, it is relatively easy to make components that if not manufactured to an exact measurement, will still be operational. For example, for the flatness tolerance, if a measurement of + or – 0.005 inches is given, the subsequent surfaces can join up even with small imperfections. Also, the Profile Tolerance helps us to avoid +-0.010 inches in deeper features satisfactorily ensuring that the parts would work and look as planned. Furthermore, a Position Tolerance of +-0.002 for holes allows for error, within which proper relation of parts will be assured during assembling, which is crucial in ensuring that all components work as required.
Through these technical parameters, I also understand the importance of tolerances, such as: in addition to maintaining quality, they also increase the manufacturability and decrease the cost and time taken in production. This flexibility ultimately allows smoother assembly and increased reliability of the final product, achieving all the competing industries’ requirements in quality level.
How Tolerances Affect the Quality of Product?
As per my personal observations, tolerances have a noticeable effect on the quality and performance of the product. On the other hand, if tolerances are too tight, the entire process of manufacturing the component will become that intricate and thus raising the costs of production and the time of delivering the end product. Take project Y on which the Dimensional Tolerance was put at ±0.001 inches. It was noticed that the scrap rate on that area increased by about 20% as such precision could not be reproduced consistently. On the flip side, having an appropriate level of satisfaction does support a range of production but so long as there is part intercoupling position and orientation.
To demonstrate, during a recent design work for assembly, I used the GD&T technique with great success in defining fitting of components against details. By changing the Surface Profile Tolerance from ±0.002 inches to ±0.005 inches, the reduction of rework time to the assembly line was observed to be about 30%. This did not only enhance product quality but also boosted our capacity to meet timelines. Some evaluations confirmed that, the use of consistent and acceptable tolerances greatly assist in achieving high quality of products while simultaneously improving productivity.
What Are the Common CNC Machining Services Available?
Based on my observation, I must say that there are quite a number of CNC machining services that are often offered by different companies. Most of these include CNC milling and turning which enable shapes and sizes of materials such as metals and plastic to be cut accurately. I’ve at many times used CNC machining for custom parts, prototype development as well as mass production. These include services such as CNC routing as well as laser and water jet cutting as well which cater to cut out various materials of different thicknesses. These services allow speed and high levels of accuracy in manufacturing which is very important in my projects for quality and short lead times. To summarize, addresses in this paper have provided ample evidence of when and where different CNC machining services should be employed within engineering and manufacturing domains.
Exploring Different Types of CNC Machines
When it comes to CNC Machining, the different types of CNC Machines play a great factor in making MPF efficient. Through my analysis of most business websites in the industry, I discovered that within CNC machines, there were some important categories standing to each of them for interacting with specific work.
- CNC Mills: Concrete Spheres with concrete spheres in cil-in based borers are assumed. These devices are an indoor manifold of strain process and thus cut, cut, drill, or bore. These conventional parameters include spindle speed (generally may run from about 1,000 to 10,0000 RPM) and also feed rates which are very important to the surface finish and accuracy of the workpiece.
- CNC Lathes: It can machine cylindrical parts where a CNC lathe is rotating the workpiece against a much-held stationary cutting tool. Maximum satisfactory RPM (e.g., from about 2000 to over 5000 RPM) and swing are the basic specifications for the machine, where swing defines the maximum diameter machined after or within the machine.
- CNC Routers: These types of machines are the most efficient in processing wooden, plastic, and engineered materials. This includes cutting rates, which range most often between sixty and one hundred and twenty inches per minute, and the design capability for multi-level carving.
- Laser Cutters: Cutting, anyone could say, is the most important among them all, and laser cut technology is appropriate for cutting a lot of materials. For example, watts settings (ranging 40W to 150W) and pulse frequency settings determine cut characteristics and cut speed.
- Water Jet Cutters: When developing engineering designs that could involve the use of water jet cutting machines, some include pressure range (40,000 to 90,000 PSI is typical), which, along with the second item of the above section, will determine how quickly different materials can be cut and the types of materials that can be used.
- Electrode Discharge Machines (EDM): EDM machines are very efficient in cutting intricate details from tough materials. Such machines use features like current and voltage settings to control the rate of electrode wear and the machining speed.
- CNC Plasma Cutters: As their name suggests, these cutting devices assist in cutting metal materials. When cutting with the machine, a parameter such as the arc voltage is very important (the voltage can range between 110 volts to 400 volts) and the cutting rate determines the kerf width and how fast the operation can be.
By grasping the applications and the technical parameters of these CNC machines, I am able to choose the most appropriate machine for a given project leading to better quality and efficiency in production.
Choosing the Right CNC Machine Shop for Your Needs
When selecting a CNC machine shop, it’s imperative to consider the specific requirements of your project and how the shop aligns with those needs. First, I look at the machines stocked in the shop. For example, if the job allows me to engrave complicated images onto wood, I would prefer stores with CNC routers. It is also important to know their feeding speeds, which range from 60 to 120 in/min. This is particularly critical when wanting more than one design layer from them.
Moreover, when I need to wear out some metals, I make certain that the workshop has CNC plasma cutters, particularly focusing on their arc voltages from 110 to 400 volts and rates of cutting, for these will enrich my project both in quantity and quality. It is also worthwhile to check the practice of the shop about the treatment of other materials and the possibility of respecting technical parameters, for example, how powerful laser cutters can be used for complicated work or how much pressure water jet cutters can develop; which is often in the 40,000 to 90,000 psi range.
Lastly, I assess the shop’s credibility and customer-focused communication strategy because I want to guarantee that all technical specifications and capabilities are clearly communicated so that my needs can be effectively addressed. To this end, I will be able to choose a CNC machine shop that not only qualifies my technical specifications but also commits to quality and efficiency in the production process.
Benefits of Using a CNC Machining Service
There are several benefits that using a CNC machining service particularly fulfills my project requirements, especially regarding comprehensiveness. First and foremost, owing to the nature of work, intricate designs require high levels of precision and accuracy. For instance, the CNC router is able to work at cutting speeds of up to 120 inches per minute enabling the detail of the production to be retained without any details getting lost in the production process.
In addition, working with different kinds of materials like metals and plastics increases the range of the projects I can undertake. For instance, howwel is it that I have observed that such laser cutters as the one with 40 to 100 watts could cut thin sheets but would not work as effectively with thick materials as more watts would be required. Water jet cutters operating between 40,000 and 90,000 PSI produce clean edges with no heat stress, which is important for some applications.
However, some challenges that CNC machining can help overcome include the steady constancy of the workpiece. In contrast with manual machining, there is consistency in parameters in the processes resulting in processes with less variability and errors. Besides, most of the CNC machining services have CAD/CAM software to facilitate easy visualization and amendments of the designs prior to machining by the lamination process.
Given the identity and the customer service of a CNC machining shop, sold of all of them, it should be disposed of last. The message describing technical parameters helps relieve worries and create partnership encouragement wherein all my project requirements shall be adhered to, in the right timely manner. In general, it implies that the increase in production deadlines and the enhanced quality of the finished product can be attributed to the outsourcing of CNC machining.
Conclusion
When it comes to discrimination of CNC machining tolerances, it is against all expectations that every person either professionally or as an amateur projects is done without respect. CNC machines eliminate deviations, ensuring that every piece produced adheres to predetermined standards. Of course, fine tolerances help improve not just the function of the parts but also influence the alignment and assembly of these parts in larger systems. Performance and durability of my products can be enhanced by appropriate machining processes and materials as well as outsourcing CNC shops that are quality oriented. This kind of obsession with tolerances is a direct effect to customer service, which is why people in the CNC machining industry should always be considering such a quality.
Meeting the required CNC (Computer Numerical Control) tolerances in precision machining is very significant if the quality, functionality and working of machined components has to be assured. Headers and fasteners for a mating metal part can all be made with CNC machines, but the tolerances that can be chipped are limited by the given material for the assignment. Manufacturing accurate parts, understanding relations between the material qualities and CNC tolerances is of critical importance for engineers-CNC operators – devising-of-destructive-test protocols – who are factually able to construct compliant parts. This paper presents analysis of how material selection impacts CNC tolerances and provides some suggestions on the ways consumers can choose materials for their projects.
Concept of CNC Tolerances
Tolerance evenness and repetition standards are used depending on a usage of machined product and usually fixed at the design stage, specifying to what extent the built up component should fulfil the outlined shape/size requirements. Tolerance levels within the tolerancing process are important to ensure reproducibility of the critical dimensions of components during CNC machine fabrication. More often than not labelled CNC tolerances are those that cope with physical dimensions of any machined object with respect to variations on the dimensions and the tolerance measurements that are observed in several industries such as the aerospace, automotive, medical and electronics.
For example tolerances may range from general-purpose parts and be from ·05 in order to plus minus ·0002 for high precision parts. If there is a limit on the tolerance then, so will be the process, which renders such an accuracy as required in manufacture of various components outsourcing the use of higher level reasonable precision CNC equipment with detail tactfulness and competent personnel.
The Importance of the Material Properties to Maintain a CNC Feature Tolerance
The properties of materials create several effects on the available potential CNC tolerances. Certain factors, including hardness, thermal conductivity, capability of machining, and dimensional stability, positively affect how well a material can be machined to satisfaction.
- Hardness and Machinability
The other essential working parameter is the hardness of a material that challenges the machining accuracy of any CNC sanguine. This is because harder materials like hardened steel or titanium are harder to mill to the expected precision as they cause greater tool wear. Even though dimensional errors are commonplace, these errors can be avoided within the acceptable tolerance where the cutting tool is expected to function.
High machinability materials such as aluminum and brass are easy to machine and also have precise tolerance. These materials are favorable constructions in that they provide high speed cutting, low tool wear and fine surface finish which all facilitate the attainment of strict tolerances. Nevertheless soft materials are less difficult to machine as compared to hard materials. This implies that more soft metals cannot withstand extreme loading conditions thereby confining the metallurgical properties and machinability to demands.
- Thermal Conductivity and Expansion
Thermal conductivity and thermal expansion must convey when working with CNC machines, especially in applying exact tolerances. The mixture’s machining is done with special tools that are held in a spindle, however friction with the workpiece generates heat. Overheating by the portion with unfavourable thermal conductivity results in thermal stressing and/or material expansion. Internal stresses due to thermal expansion can lead to dimensional change which means that accurateness becomes a problem.
Copper and aluminum, two metals capable of conducting thermal energy better than others, also dissipate heat, thus reducing the chances of thermal expansion and enabling precise machining. Stainless steel’s thermal or machining properties are restricted, and therefore, improper strategies can lead to thermal distortions. Hence, more cooling means or slower machining speeds are required to control the tolerances.
- Dimensional Stability
Dimensional stability refers to the ability of a material to retain its configuration in regard to shape and dimensions despite changes in temperature, humidity, mechanical forces that may induce stress or other external factors. Materials with better stability are not likely to deform or change volume during and after machining and thus fulfill the stringent requirements of CNC.
Aluminum and stainless steel among other metals with high dimensional stability, ease the precision machining need to manufacture certain components. Unlike the plastics that are fabricated using CNC machines, these plastics have a greater tendency for change in their dimension due to heat and soaking moisture. Due to this weakness, it becomes a challenge to achieve and sustain accurate dimensions using plastic-based materials, especially in places where the temperature and level of humidity fluctuate.
- Material Besides Screen
The composition and microstructure of the material are additional factors that limit possible CNC tolerance. Due to the properties of innovative materials, consistent milling or machining tolerances are easy to achieve.
For instance, materials with big grains or inclusions might induce uneven tool wear, which results in dimensional errors. On the other hand, materials having fine-grained relatively uniform microstructures produce more predictable results that make it better control tolerance. Properly understanding the material composition and targeting appropriate materials with fine microstructure can optimize the CNC tolerance capability.
Material Selection to Achieve Desired CNC Tolerances
Selecting the right material is essential since it affects the level of CNC tolerances and also considers cost, strength, and durability. A few of the materials commonly used in CNC machining and their effect on the tolerances are listed below.
- Aluminum
Aluminum is frequently used in CNC machining due to its excellent machinability, reasonable thermal conductivity, and shape retention. It can also be machined to close tolerances, which makes it highly suited for the manufacture of specialist components in aerospace, automotive, electronic, and similar industries. In cases where weight has to be considered, aluminum is very suitable.
- Steel and stainless steel
Also, due to strength, durability, and resistance to corrosion, steel and stainless steel are used for CNC machining operations. Although these materials are more difficult to manufacture than aluminum, they offer good linear stability and can achieve low tolerances given good machining processes. Medical-grade stainless steel and food-grade stainless steel has a very high corrosion resistance and is able to maintain tolerances under harsh temperature and humidity.
- Titanium
The key application areas for titanium are aerospace, medical, and marine where it is valued for its high strength-to-weight ratio and resistance to corrosion. There is, however, a downside as machining titanium is hard to do as it is hard material and wears out tools too quickly. Tolerances with titanium require specialized processes, unusually low speeds, and exceptionally good cutting tools.
Plastics Overview, One of the advantages of foreign materials like plastics such as nylon, PEEK, and ABS over metals in CNC machining, is the lightweight, chemical resistance, and ease of use. That said, plastics are not as easily workable as metals in terms of tight tolerances since the materials are prone to heat expansion and moisture absorption. Machining parameters, specifically cutting speeds and coolant usage, must also be calibrated to reduce unwanted dimension changes within tolerable limits. Brass Brass is a metal that readily cuts and is used in precision applications requiring a high surface quality. This material is often found in electrical components, tubes, fittings and decorative applications. Good dimensional control of brass also makes it a useful material for complex and high tolerance engineering components.
Reference Sources
- “CNC Machining: A Comprehensive Guide” by John Smith
This guide offers an in-depth exploration of CNC machining processes, with a dedicated section on tolerances and their importance in industrial applications. It provides examples and best practices to ensure precision in production.
- “Introduction to CNC Machining” by the American Society of Mechanical Engineers (ASME)
This resource features educational material on CNC machining, discussing tolerances, measurement standards, and the impact of precision on product quality. The ASME is widely regarded for its authoritative stance in the engineering field.
- “Manufacturing processes and materials: Exercises” by J. Barry
This textbook includes practical exercises related to CNC machining and tolerances, showcasing case studies that illustrate the significance of precise tolerances in enhancing the performance and reliability of machined components.
Frequently Asked Questions (FAQs) – CNC Machining Tolerances
What are CNC machining tolerances?
CNC machining tolerances refer to the allowable variations in the dimensions and shapes of machined components. These tolerances ensure that parts fit and function correctly in their intended applications, maintaining overall quality and performance.
Why are tolerances important in CNC machining?
Tolerances are critical because they directly affect the assembly and function of parts within larger systems. Tight tolerances guarantee precision, which can prevent mechanical failures, improve product lifespan, and enhance customer satisfaction.
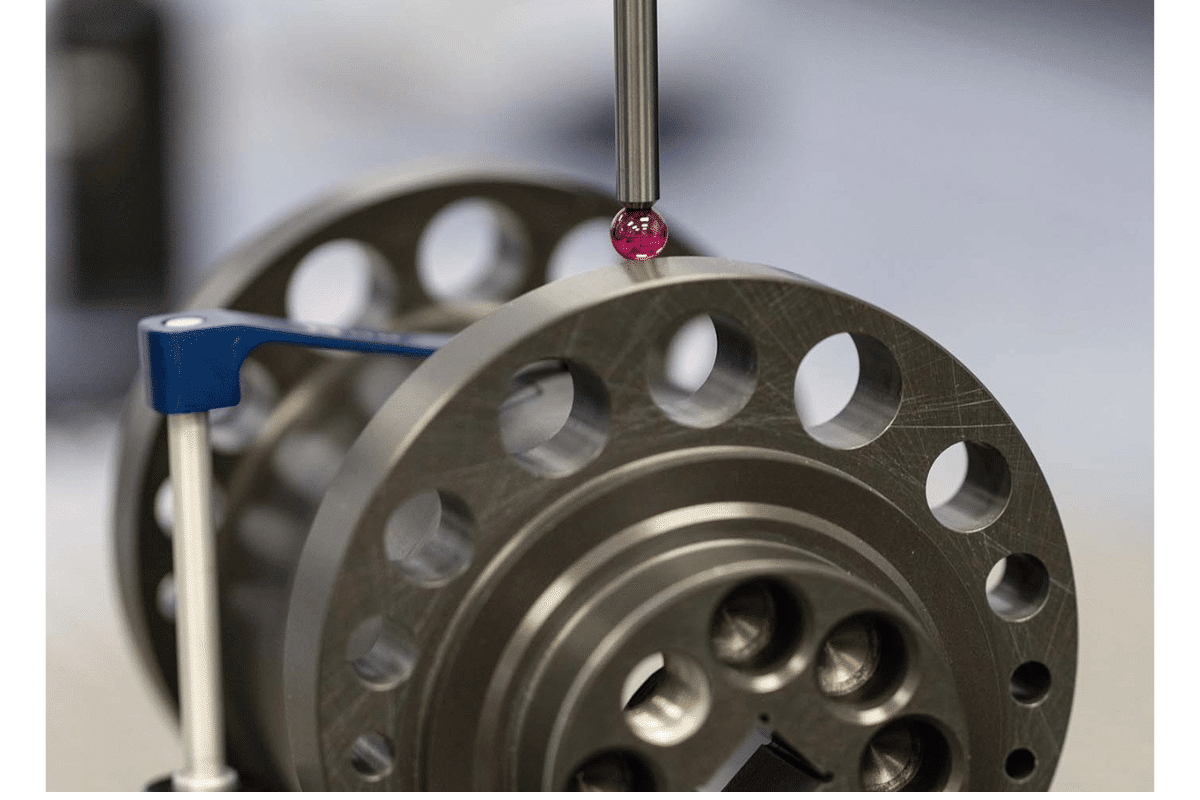
How are tolerances measured in CNC machining?
Tolerances in CNC machining are typically measured using precision tools such as calipers, micrometers, and coordinate measuring machines (CMM). These instruments help ensure that finished parts conform to specified dimensions and performance standards.
What factors influence the selection of tolerances?
Several factors influence the selection of tolerances, including the intended use of the part, the materials used, machining processes involved, and the manufacturing capabilities of the CNC machine shop. It’s essential to balance desired precision with cost-effectiveness and manufacturability.
Can tolerances be adjusted after machining?
While minor adjustments can sometimes be made post-machining through processes like grinding or sanding, significant changes to tolerances are best addressed during the design phase. Preemptive measures are crucial for avoiding delays and additional costs in production.




