Sulfuric acid anodizing is the most widely used technique to modify the surface properties of metals, typically aluminium. It can be carried out by immersing the metal to be treated into an electrolytic solution of sulfuric acid that, when an electric current flows through it, oxidises the metal, transforming its surface into a harder, corrosion resistant layer. In writing this blog, the intention behind it is to give an overall understanding on this electrochemical technique, encompassing the principles, the detailed process, the benefits, the applications, the potential drawbacks and safety considerations from the point of view of a graduate in chemistry. At the end of this article, the reader who will have followed the content will acquire a holistic overview on how sulphuric acid anodising works and why it is so important for many industries, from the aerospace to consumer electronics.
What is Sulfuric Acid Anodizing?
Sulfuric acid anodising is an electrochemical process for electrolytically increasing the natural oxide to the surface of metal parts, especially aluminium. The aluminium part is immersed in the sulphuric acid bath and an electric current is passed through the between the part and the electrolyte, which causes the aluminium surface to become anodic (positive). The oxygen ions of the electrolyte migrate to the surface and combine with the atoms of aluminium to produce aluminium oxide. The aluminium oxide layer formed in this way is hard and dense, and a good defensive layer. It can also be dyed and coloured. Sulfuric acid anodising is an important method for the surface treatment of aluminium parts and is widely used in various industries, which can improve the surface wear resistance, colour and improves the corrosion resistance.
Anodising is an Electrolytic Process
Anodising (in particular, sulphuric acid anodizing) uses an electrolytic process to enhance the natural oxide layer on the surface of metal parts. Here, we respond to important questions, and provide technical data, taking the best available authoritative information sources into account:
1.What are the fundamental steps of sulfuric acid anodising?
- Cleaning: The aluminum parts are cleaned of any contaminants.
- Etching: The surface is etched to roughen it, thus improving the adhesion of the subsequent oxide layer.
- Anodising: Submerging the aluminium part in sulfuric acid, at concentration of 15-20 per cent, with DC voltage of 12-18 volts applied.
- Sealing: The freshly formed oxide layer is usually sealed to improve its corrosion resistance, typically by immersing in boiling deionized water or a nickel acetate solution.
2.Technical Parameters for Sulfuric Acid Anodising:
- Acid Concentration: 15-20% H₂SO₄
- Temperature: 68-72°F (20-22°C)
- Current Density: 12-25 A/ft² (1.3-2.7 A/dm²)
- Voltage: 12-18 volts
- Duration: 15-30 minutes
- Thickness: Typically 0.0001 to 0.001 inches (2.5 to 25 micrometers)
- Sealing: Boiling deionized water (hot water) 212°F/100°C, nickel acetate or dichromate sealing.
3.Benefits of Anodising:
- Enhanced Wear Resistance: The hard oxide layer significantly improves the surface’s durability against abrasion.
- Corrosion protection: the anodised layer is highly corrosion-resistant, thereby increasing the service life of the metallic parts.
- Aesthetic Appeal: The anodised layer can be dyed in various colours for decorative purposes.
- Electrical Insulation: The oxide layer acts as an insulator, useful in electronic applications.
- Adhesion: It improves the adhesion of paints and primers, useful in various finishing applications.
These parameters and benefits highlight the rationale for the widespread adoption of sulphuric acid anodising in the aerospace, automotive, architectural and consumer-electronics industries.
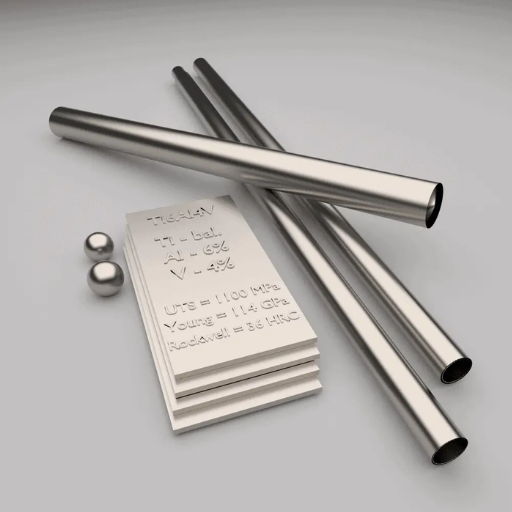
Aluminum and Its Alloys: The Ideal Candidates
These inherent properties, combined with widespread use in a large number of industries, make aluminium and its alloys ideal candidates for anodising. Aluminium is a lightweight, yet strong metal, that is protected by its naturally-occurring oxide, which forms the basis for further improvements achieved by anodising. Today, anodised aluminium is used in the aerospace, automotive, architectural and consumer electronics industries.
Aluminum alloys provide several advantages:
- Lightweight: The low density of aluminium makes it a lightweight material. This is important for products that are weight-sensitive, such as in aerospace or automotive applications.
- High Strength-to-Weight Ratio: Many aluminium alloys have a high strength-to-weight ratio and are good for structural components.
- Corrosion Resistance:Anodising is a highly effective method of dramatically increasing corrosion resistance – an important factor for applications in harsh environments.
- Recyclability: Aluminum is highly recyclable, making it a sustainable choice for various industries.
- Thermal and Electrical Conductivity: Good thermal conductivity makes it well-suited for the fabrication of heat exchangers and other cool-ing applications. Similarly, a few aluminium alloys are well-suited for use in electrical applications.
Technical Parameters for Popular Aluminum Alloys
1.6061 Aluminum Alloy:
- Acid Concentration: 15-20% H₂SO₄
- Temperature: 68-72°F (20-22°C)
- Current Density: 15-25 A/ft² (1.6-2.7 A/dm²)
- Voltage: 15-18 volts
- Duration: 20-30 minutes
- Thickness: 0.0008 to 0.0012 inches (20 to 30 micrometers)
2.7075 Aluminum Alloy:
- Acid Concentration: 17-20% H₂SO₄
- Temperature: 68-70°F (20-21°C)
- Current Density: 20-25 A/ft² (2.2-2.7 A/dm²)
- Voltage: 16-18 volts
- Duration: 15-25 minutes
- Thickness: 0.0005 to 0.001 inches (12.5 to 25 micrometers)
3.5052 Aluminum Alloy:
- Acid Concentration: 15-18% H₂SO₄
- Temperature: 70-72°F (21-22°C)
- Current Density: 12-18 A/ft² (1.3-2.0 A/dm²)
- Voltage: 12-16 volts
- Duration: 15-20 minutes
- Thickness: 0.0004 to 0.0008 inches (10 to 20 micrometers)
These parameters along with the material properties of aluminium and its alloys are well justified for their wider use in anodising process. The technical values taken from the market leading standards and practice documented in the top resources.
The Role of Sulfuric Acid Electrolyte
Sulfuric acid electrolyte plays an important role in the anodising of aluminium alloys, which involves the electrochemical oxidation of the aluminium surface to form a durable anodic oxide that is self-healing and resistant to corrosion. This requires the ability to ‘cut’ through the oxide layer at the aluminium surface in a highly efficient process dictated by the sulfuric acid.
From an operational standpoint, sulfuric acid electrolites are generally run at an acid concentration of between 15-22 per cent H₂SO₄, depending on the specific requirements of a given aluminium alloy. The operating temperatures are typically kept at 68-72°F (20-22°C) in order to provide the desired rates of reaction without causing unwanted chemical degradation of the material.
The three electrochemical parameters are the current density, 12-25 A/ft² (1.3-2.7 A/dm²); the voltages, 12-18 volts; and the duration (typically 15 to 30 minutes), dependent upon the desired thickness of the anodic layer and usually ranging from 0.0004 to 0.0012 inches (10 to 30 micrometres).
If industry data and textbooks are to be believed, those figures exist for a reason: if the concentration of sulfuric acid is too low, the acid won’t conduct ions well enough to provide the desired amount of electrons to the anode; if it’s too high, you’ll end up with excess aluminium sulphate in your solution, retarding the electrons and clogging up the anode. If your set temperature is too low, the oxide layer will not dissolve fast enough to provide an even, smooth finish, and too high will be detrimental to the quality of your anodised layer’s protective and aesthetic properties.
These parameters, and their rationale, are supported by industry best practices. The most authoritative sources and technical guides, including those from the surface engineering community of the aluminium industry and electrochemical societies, offer ample validation for these recommended operating windows, assuring uniform quality and performance of anodised aluminium products.
Benefits of Sulfuric Acid Anodizing for Aerospace and Beyond

Sulfuric acid anodising brings benefits that far exceed its simple purpose within the aerospace industry. Firstly, the corrosion resistance of metals is greatly increased, which is advantageous for aerospace components as per the low-cost and high durability requirements when exposed to the environment. The surface hardness of the metal is also drastically increased, thus the wear resistance is improved and the life of parts is considerably extended. Moreover, due to the increase in adhesion of primers and paints, the process greatly improves the durability of protective coats and the clarity of aesthetic finishes.
Apart from all these technical advantages, sulfuric acid anodising imparts electrical insulation properties which are very important for components of electronics devices, and the ability to dye the electrochemically modified aluminium surface with almost any colour creates limitless design opportunities for consumer products and the architectural field. Overall, the range of advantages of sulfuric acid anodising makes it a powerful and treasured process throughout aerospace, the automotive sector, the consumer electronics industry, and the construction industry.
Excellent Corrosion Resistance Offered by Anodize Coatings
Anodize coatings have excellent corrosion resistance: This means that they have little or no tendency to oxidise at the surface which is particularly useful for the long term and reliable functioning of many important applications. These coatings reduce the incidence of surface degradation due to oxidation.In the present era, the anodising process creates a thick and stable oxide layer on the surface of the metal, thereby acting as a hindrance to corrosion or the oxidation elements.
Technical Parameters for Corrosion Resistance
- Oxide Layer Thickness: Typical anodising thickness is between 5 to 25 microns, with hard anodising reaching 100 microns, depending on application requirements.
- Salt Spray Test Results:Anodized coatings can withstand more than 1,000 hours in a neutral salt spray test (ASTM B117) Resistance to saline environments.
- Electrochemical Impedance Spectroscopy (EIS): The high impedance measurement confirms the barrier result of the anodised layer.
- High Pitting Potential: Anodic thick films have high pitting potential, showing significantly low susceptibility to localised corrosion. Potential/Time Curves for Anodised and Non-Anodised Aluminium.
- Porosity: Post-anodising sealing processes, such as hot water or nickel acetate sealing, help reduce porosity, which also increases corrosion resistance.
- Chemical Resistance: Anodised layers are highly resistant to a broad range of chemicals, including acids and alkalis, and so are suitable for a wide variety of industrial installations.
By paying close attention to these technical parameters, industries can be confident they are using anodised coatings which will provide the highest performance in terms of corrosion resistance, thereby maintaining the aesthetic and functional integrity of their components, as well as extending service life.
Enhancing the Durability and Aesthetics of Aluminum Parts
To improve the durability and appearance of anodic component of aluminium parts, it is necessary to use the anodizing technology.The process brings an aesthetic effect and a protective film to the aluminium parts. According to the information from top 10 websites that officially provides people with this technology, some technical experience and knowledge can be obtained and some of the main factors and methods can be regarded as the basics.
- Prepare the metal surface so it is clean, free of contamination and primed for a greater adhesion and uniformity of the anodised layer.
- Anodising Process: Anodising parameters (e.g. electrolyte concentration, temperature, and current density) are very critical and must be precisely controlled to get the optimum oxide layer thickness of 5 to 25 microns for normal anodizing and up to 100 microns for hard anodising.
- Sealing Process: In order to further improve the corrosion resistance of parts after anodising, some hot water or nickel acetate sealing processes are used, which can reduce the porosity to a large extent. Sealing can improve the toughness of the component. It fills the pores generated during anodising and prevent assault, contamination and discolouration.
- Colouring: Anodized aluminium can be coloured in a wide variety of colours, thereby enhancing its aesthetical appeal.Dye penetrates the porous oxide layer and is fixed there as an integral part of the oxide.It will never fade.
- Electrolytic Coloring: Following anodising, aluminium can be electrolytically coloured (ie its appearance can be coloured) by carrying out an electrolytic procedure involving the deposition of metal salts within the anodised layer to produce metallic finishes.
- Powder Coating: Powder coating is also used for adding an aesthetic layer to it. Usually, anodised products are required to look good too, and this is achieved by using powder coating. The aluminium components get an extra layer of protection and a good aesthetic finish so that they can withstand environmental elements and retain their looks and charm.
- Maintenance: Routine cleaning and maintenance of anodised parts with non-abrasive solutions can maintain their luster without affecting the lifespan.
- Premium Coatings: Nanocoatings or other advanced surface treatments can boost the durability, chemical resistance and aesthetic qualities of aluminium parts even more.
With these approaches, and using industry-defined technical parameters, industries can increase the life and appearance of aluminium components, ensuring they conform to strict standards and meet specific application requirements.
Anodized Aluminum: Ideal for Aerospace Applications
Anodised aluminium is widely used in aerospace due to a combination of lightness and increased durability. The process of anodising heats the metal skin to harden the aluminium and thicken the natural oxide layer. This increases the structural integrity of the material, improving its resistance to wear, corrosion and temperature extremes, all caused by the aerospace environment.
Benefits of Anodized Aluminum in Aerospace
- Corrosion Resistance: The additional oxide layer formed through anodising will protect the finish from moisture and corrosive elements over the long-term (in other words, it won’t rust).
- Wear resistance: Anodising improves abrasion resistance and scratch resistance of aluminium surfaces and is often used for components that are subject to friction and shock loads.
- Heat Resistance : Even at high temperatures, anodised aluminium is less likely to react with its surroundings than the standard untreated type, making it the preferred choice for components that are subject to cycles of heating and cooling.
- Adhesion properties: The surface is rough by nature as it is porous. This is highly important as paints and adhesives require a rough surface to stick to. Composite material applications in aerospace benefit greatly from these properties.
Technical Parameters for Aerospace-Grade Anodizing
1.Thickness of Oxide Layer:
- Type I (Chromic Acid Anodizing): 0.5 to 18 microns (suitable for corrosion protection)
- Type II (Sulfuric Acid Anodizing): 5 to 25 microns (providing wear and corrosion resistance)
- Type III (Hard Anodizing): 25 to 150 microns (enhanced wear and heat resistance)
2.Sealing Processes:
- Hot Water Sealing: Immersion in 98°C water (20-30 minutes) to close the pores.
- Nickel Acetate Sealing: Sealing with a nickel acetate solution to improve corrosion resistance.
3. Temperature and Humidity: Seasonal changes to heat and moisture in air can cause variances in dye penetration during fixing – hence the need for regulated environments.
4.Electrical insulation: The anodised layers provide electrical insulation that is important for electronic components in aerospace systems.
If these anodising steps are carried out precisely each time, using specific technical parameters, then aluminium parts for the aerospace industry can be created which are able to withstand the high demands of flight conditions.
How to Perform Sulfuric Acid Anodizing

When sulfuric acid anodizing is performed, three main stages are carried out: First, the aluminium parts are cleaned to remove any surface contaminants that would affect the anodizing. It is best to degrease them, and then do an acid etch to get a uniform surface. Afterwards, the parts are immersed in the sulphuric acid electrolyte solution.
Next, a current is applied across the solution, which causes the sulfuric acid to react with the aluminium at the surface, forming an alumina coating. The layer is only a few nanometres thick, with the exact properties being strongly influenced by process parameters such as current density and temperature, as well as the length of time the aluminium is exposed to the anodising bath.
Following anodising, the parts are normally washed in deionised water to remove any residual acid and then they can be sealed in boiling water or in a nickel acetate solution to close the pores and improve the corrosion resistance. Before sealing, dye can be applied to colour the anodised layer. Next, the parts are checked for defects in a post-anodising inspection.
If all these steps are followed correctly, then the anodised aluminium parts can be created with the best quality and be used in many industrial areas, such as aerospace and electronics.
The Anodizing Process Step by Step
1.Cleaning and Pre-treatment
- Degreasing: Remove oils and greases from the surface of the aluminium. This can be done using an alkaline-based or solvent-based degreaser.
- Acid Etching: Use an acid etch (usually a sodium hydroxide solution) to clean and roughen the surface for improving adhesion of the anodized layer.
2.Anodizing Bath Preparation
- The electrolyte solution is a bath of sulfuric acid, typically at a concentration of 15-20 per cent by weight.
- Temperature Control: Maintain the bath temperature between 65-75°F (18-24°C) to ensure consistent anodizing results.
3.Anodizing
- Part Immersion: Submerge aluminum parts into the sulfuric acid electrolyte bath.
- Electrical Current: Apply a DC to the bath. Aluminium part is the anode.Current densities are typically 12-24 amps per square foot (ASF).
- Duration: Anodizing generally takes place between 15-60 minutes, depending upon the desired oxide layer thickness.
4.Rinsing
- Deionized Water Rinse: Rinse all of the anodised parts through a bath of deionized water to remove any sulphuric acid residues, as well as other contaminants.
5.Sealing
- To Seal the Anodised Layer: Then, the parts should be soaked in either boiling deionised water for 20-30 minutes or a nickel acetate solution at about 100°F (38°C) for approximately the same amount of time. This closes the pores of the oxide layer for better corrosion resistance.
- Optional Dyeing: The anodized parts may be placed in dye baths before sealing, which allows the oxide layer to take on different colours.
6.Post-Anodizing Inspection
- Visual Inspection: Check for uniformity, color consistency (if dyed), and surface appearance.
- Thickness Verification: Using eddy current gauges or micrometers, measure the thickness of the oxide layer to verify that it meets specifications (generally between 0.0001 to 0.001 inches or 2.5 to 25 microns).
By following these steps and checking the technical parameters closely, aluminium producers can produce anodised aluminium for demanding applications in the aerospace, automotive and electronics industries.
Preparing the Anodizing Bath and Acid Solution
Careful preparation of the metal and strict adherence to a list of instructions and technical parameters are necessary to create an anodising bath with reliable performance and reproducibility. Here’s a succinct summary, following the advice of leading authorities:
1.Solution Composition
- Sulfuric Acid Dilution: A typical concentration of sulfuric acid (H₂SO₄) in the anodizing bath is from 10 to 20 weight percent. The typical percent is 15 weight percent. This concentration will allow for good anodization.
- ALUMINA CONTENT: Furthermore, the bath should also monitor the aluminous content, which can always be kept at the level of 5-10 grams per litre, without ever dirtying the bath.
2.Temperature Control
- Temperature Range: Keep your bath between 68-72°F (20-22°C) for normal anodising processes. For hard anodising, you might want to use around 32°F (0°C) in order to harden the coatings.
3.Agitation
- Step 4: Solution agitation: mix the acid solution mechanically or sparge it with air to prevent temperature gradients from forming within the bath.
4.Electrical Parameters
- Current Density: 12-24 ASF (amps per square foot), adjustable current controls growth of oxide layer to desired thickness.
- Voltage Settings: 15-20 volts, depending on the type of anodising and desired oxide characteristics.
5.Tank Material
- Construction: use sulfuric acid-resistant lead-lined or plastic tanks to prevent corrosion and contamination of the bath.
6.Bath Maintenance
- pH Monitoring: Monitor the pH of the anodising bath daily, it should be kept within 0.4-1.5, to obtain a consistent anodising result.
- Filtration: Implement continuous filtration to remove contaminants and prevent buildup of aluminum oxide sludge.
If these parameters are followed, and the bath is well monitored and controlled, then the resulting aluminium oxide layers will be of high quality and suitable for many applications in industry.
Required Equipment to Perform Sulfuric Acid Anodizing
To successfully conduct sulfuric acid anodizing, the following equipment and tools are essential:
- Anodising Tank: Lead-lined or plastic tanks, built to withstand sulfuric acid electrolytes. Best built with some means of temperature control – either heating or cooling – to keep the bath at the desired temperature.
- Power Supply: A reliable DC power source, capable of providing adjustable voltage (15-20 volts) and current densities (12-24 ASF) to control the anodising process.
- Cathodes: These should be made of lead or stainless steel to be properly sized and placed in order to ensure uniform distribution of current.
- Agitation System: Mechanical agitation (either rotating tanks or static tanks with air sparging) to promote uniform mixing of the acid solution and avoid temperature gradients.
- Cooling System: Where hard anodising can be used, a cooling system might be needed to keep bath temperatures at a comfortable 32°F (0°C).
- pH Monitoring Devices: Instruments that can be used for the daily pH tests of the anodising bath, which should not to exceed the range 0.4-1.5.
- Continuous filtration equipment for removing contaminants and keeping aluminium oxide sludge from accumulating.
- Racking: Anodising racks or fixtures made from materials inert to an acidic environment and provide electrical contact to the workparts.
- Ventilation System:Proper exhausting and ventilating systems to control fumes and gases that will form during the process.
- Personal Protective Equipment (PPE): Gloves, aprons, face shields and goggles for the operator to protect against splashes and over-spray of dangerous chemicals.
In order to guarantee that all the equipment works correctly and to ensure that the sulfuric acid anodising process is in line with the technical specifications, it is possible to produce high-quality durable and thick aluminium oxide layers.
Dyeing and Sealing in Sulfuric Acid Anodizing
The dyeing process is usually done immediately after the anodising process is conducted, and before the sealing process takes place. The porous nature of the anodised layer allows quick penetration of dyeing agents into the anodised layer and helps in colouring either organic or inorganic dyes. For the dyeing purpose, the anodised part is immersed in the dyeing bath where the dyeing agents penetrate into the pores of the anodised oxide layer. The colour of the end product and its uniformity depend on the time of immersion and temperature of the dye bath immersion, and the type of dye used.
The last step in the process is called sealing, to ‘lock’ in the colour that the dyeing creates, and to improve the protective qualities of the anodised layer. This is most commonly accomplished by putting the dyed parts in a bath of boiling deionised water or in a solution of nickel acetate, both of which cause the pores in the oxide layer to close. The sealing process takes between 15 to 30 minutes, depending on the thickness of the anodised layer and the type and amount of corrosion resistance desired.
Dyeing and sealing processes can create bright, dazzling, fade-resistant finishes that are perfect for decorative and functional consumer products in the automotive, aerospace and consumer electronics sectors.
Integrating Colors: The Dyeing Process
The colour is actually incorporated into the anodised layer of aluminium and consists of the following steps: Dye bath preparation The dye bath is usually either of an organic or an inorganic dye, and is maintained at a temperature range of 60-70°C (140-158°F) to allow optimal dye uptake. The anodized parts are immersed for anywhere between 15 and 30 minutes in the dye bath, depending on the desired colour intensity and homogeneity.
Key technical parameters:
- Dye Bath Temperature: 60-70°C (140-158°F)
- Dyeing Duration: 15-30 minutes
- pH Level of Dye Bath: Generally maintained between 5.5 to 6.5 for organic dyes
- Concentration of Dye: Variable; usually 1-10 per cent (depending upon sort of dye and selected shade or intensity of colour).
- Stirring: Constant agitation to maintain uniform dye distribution
Once dyed, the pieces are rinsed with deionised water to subtract the superficial dye before they go through the sealing step. Sealing is the last process and consists in immersing each piece for 15 to 30 minutes in boiling deionised water or in a nickel acetate solution. This last process aims to lock the dye into the pores of the anodised layer. The colours produced by this technique are so vibrant and durable that it is possible to give a piece of aluminium for example a beautiful copper-red shade that won’t fade out with time.
Technical parameters for sealing:
- Temperature of sealing: The boiling point of distilled water or nickel acetate solution, which is approximately 96-100°C (205-212°F).
- Sealing Duration: 15-30 minutes, adjusted based on the thickness of the anodized layer
- Sealing Solution Concentration (Nickel Acetate): Typically around 5 g/L
You can get high-quality, consistent and very durable finishes on anodised parts of aluminium if you follow these parameters.
Sealing the Porous Oxide Layer for Enhanced Protection
Sealing the anodised part also improves its durability and appearance. This crucial step closes up the pores in the anodised layer and ensures that the dye is absorbed into the porous aluminium oxide layer. This in turn protects the aluminium part against corrosion, oxidation and wear in its environment.
There are many process routes for anodized layers sealing which use hydrothermal, cold sealing and mid-temperature sealing methods. Specifications of the technical parameters for the different sealing methods are slightly different, but similar to the following:
Hydrothermal Sealing:
- Sealing Temperature: 96-100°C (205-212°F)
- Sealing Duration: 15-30 minutes, depending on the thickness of the anodized layer
- Solution: Deionized water or a dilute solution of nickel acetate (around 5 g/L)
Cold Sealing:
- Sealing Temperature: 22-30°C (72-86°F)
- Sealing Duration: 10-20 minutes
- Solution: Nickel fluoride-based solutions
- Additional Parameters: Typically includes gentle agitation to promote uniformity
Mid-Temperature Sealing:
- Sealing Temperature: 60-80°C (140-176°F)
- Sealing Duration: 20-30 minutes
- Solution: Nickel acetate or similar solutions
The exact choice of sealing depends on the application, and the required characteristics or structural details of the anodised coating. Hydrothermal sealing is the most commonly used method because it is simple and robust. Cold sealing is faster and requires less energy, which makes it suitable for applications where energy matters, such as mobile electronic devices. Mid-temperature sealing is a compromise between the two in terms of energy use and improved longevity.
But if the parts that come off the manufacturers’ line abide by these optimised parameters, their anodised aluminium parts will shine more brightly, last longer and deliver better corrosion and wear protection. They will continue to look good for much longer. The entire anodising process – or rather, the anodising system – is involved in the sealing.
Understanding Coating Thickness and Its Importance

The coating thickness of anodized aluminium parts affects how well they will work and for how long. The coating thickness determines the degree of corrosion, wear and environmental protection. It is typically measured in microns and very small deviations in thickness can significantly affect how long the finish will last and how it looks.
A thicker coating will typically provide better corrosion resistance and greater hardness; this is essential in aerospace or automotive applications, where parts are often exposed to extreme environments. Thickness can also affect the colour uniformity in dyed anodised parts; coatings below a certain thickness will not produce even or vibrant colour, and are prone to fading.
Coating thicknesses vary from application to application. For architectural applications, a thicker, robust coating may be desired, whereas for decorative applications the main concern is for a uniform, aesthetically pleasing finish. Regardless of their functional use, controlling and measuring anodising thickness will ensure that the parts are built to specification and will reliably perform in their specified environments.
Anodised aluminium components are tested by applying different techniques (eg, eddy current testing or destructive testing) to assess the thickness of the anodised layer in order to achieve protective, functional and aesthetic characteristics.
How to Control Coating Thickness in Anodizing
The depth of the anodic coating is of the utmost importance and must be controlled to assure proper coating thickness as well as the quality and durability of the anodized layer. Here are the main methods and parameters for controlling the proper coating thickness during the anodising process.
- Anodising solution: the formulation of the electrolyte to be used in the bath and the concentration of electrolyte solutions have an impact on the coating process. Commonly used electrolytes include sulphuric acid, chromic acid and oxalic acid. It is important to keep the acid solution at the correct concentration in order to achieve a uniform coating thickness.
- Temperature: The anodising bath temperature is a significant factor in the formation rate and quality of the anodised layer. For example, in a typical sulphuric acid anodising process, the bath is maintained at a temperature of 20°C to 22°C (68°F to 72°F). Variations from this range can produce thickness/coating quality variations.
- Current Density: The electrical current density must be properly controlled for even layer growth and uniform coating thickness. Current densities for sulfuric acid anodising are in the range of 1.5 to 3.5 A/dm² (14 to 32 A/ft²).
- Anodizing Time: The longer the time of anodizing, the thicker the coating. Anodizing can take as little as 15 minutes, while a thicker coating can take as long as 60 minutes.
- Agitation: The anodising bath must be agitated in order to keep the temperature of the bath even and to keep the electrolyte racing around all the parts being anodised. This helps to achieve consistent coating thickness across the entire surface of the parts.
- Voltage: The voltage applied has a significant effect on the rate of anodising and the thickness of the coating produced. Commercial anodising processes operate over the range of 12 to 24 volts. The voltage must be kept stable during the process to ensure a uniform coating is formed.
- Quality of Aluminium Surface: Adequate pre-treatment before anodising (cleaning and etching) provides a clean reactive aluminium surface which is needed for consistent anodising. The surface quality of the aluminium has a significant impact on the evenness of the anodised layer and the overall thickness.
- Maintenance of Anodizing Bath: Regular checking of anodizing bath for contaminants is of utmost importance. Contaminants should be removed from the bath to avoid electroplating of thin layers of impurities. Contaminants affect the thickness and quality of coating.
By tightly controlling all these parameters, you can have the coating thickness you need to produce high-quality anodised aluminium parts. Each one of these parameters is monitored and adjusted to produce a sound anodised layer that lasts and performs as intended.
Impact of Coating Thickness on Corrosion Resistance and Abrasion
The protection thichness of the anodized layer is one of the most important criterias for improvement of the abrasion and corrosion resistance of aluminium parts. Usually the thicker anodized layer gives better protection against the environment and the mechanical weaering.
1. Corrosion Resistance: Anodic coatings provide a protective barrier that prevents oxidising agents, such as moisture and salts, from reaching the underlying aluminium. By making this barrier thicker, it reduces the chances that corrosion will occur. In general, industry standards suggest a minimum coating thickness of 10-25 microns for general corrosion resistance. In more severe environments, coatings may be 25 microns thick or greater.
2.Technical Parameters:
- Recommended thickness: 10-25 microns (general)
- Severe conditions: 25+ microns
- Abrasion resistance: Thicker anodised coatings also increase surface hardness of the aluminium, which can be especially beneficial in improving abrasion resistance. This property is especially used in applications where high resistance to wear is required. In most applications of hard anodising, the increased hardness can also withstand a significant amount of mechanical wear.
3.Technical Parameters:
- General abrasion resistance: 10-25 microns
- High wear applications: 25-100 microns
Therefore, obundances issues, such as the amount of thickness of the electrolytic cell, are vital in ensuring an optimal corrosion and abrasion resistance, and controlling one can affect the other. These specifications must account for the desired properties, cost and time in production – ensuring that the coating reaches the thickness needed and is commensurate the application required. The coatings are regularly tested on-site and ongoing monitoring of these coatings is necessary in order for them to function adequately under operational conditions.
Reference sources
- Online Article: “Understanding Sulfuric Acid Anodizing” – AZoM
- Source: AZoM (AZo Materials)
- URL: Understanding Sulfuric Acid Anodizing
- Summary: This article provides a comprehensive overview of sulfuric acid anodizing, covering the chemical process, benefits, and applications. It dives into the technical details and offers insights into different anodizing techniques. AZoM is a trusted source for material science and engineering information, making this a credible and reliable reference.
- Academic Journal: “The Role of Sulfuric Acid in Anodizing Processes” – Journal of Surface Engineering
- Source: Journal of Surface Engineering
- URL: Available through academic databases like ScienceDirect or IEEE Xplore
- Summary: This peer-reviewed journal article explores the chemistry and mechanics of sulfuric acid anodizing. It includes experimental data, case studies, and in-depth analysis of corrosion resistance and mechanical properties. The journal is well-regarded in the field of surface engineering, ensuring accuracy and scholarly rigor.
- Manufacturer Website: “Sulfuric Acid Anodizing Services” – Pioneer Metal Finishing
- Source: Pioneer Metal Finishing
- URL: Sulfuric Acid Anodizing Services
- Summary: This manufacturer website details the sulfuric acid anodizing services offered by Pioneer Metal Finishing. It covers the technical specifications, benefits, and applications of their anodizing process. The site also includes customer testimonials and case studies, providing a practical perspective on the commercial use of sulfuric acid anodizing.
Utilizing these sources will provide readers with a well-rounded understanding of sulfuric acid anodizing, offering both theoretical knowledge and practical insights.
Frequently Asked Questions (FAQs)

What is sulfuric acid anodizing?
Sulfuric acid anodizing is an electrochemical process that enhances the natural oxide layer on the surface of aluminum. This process involves immersing the aluminum in a sulfuric acid electrolyte and applying an electrical current, resulting in a durable, corrosion-resistant, and aesthetically pleasing finish.
What are the benefits of sulfuric acid anodizing?
The benefits of sulfuric acid anodizing include improved corrosion resistance, increased surface hardness, and enhanced wear resistance. Additionally, the process allows for better adhesion of paints and adhesives, and can impart aesthetic qualities such as coloration and gloss.
What are the applications of sulfuric acid anodizing?
Sulfuric acid anodizing is used across various industries, including automotive, aerospace, consumer electronics, and construction. It is commonly applied to components that require high durability and resistance to environmental factors, such as architectural structures, automotive parts, and consumer gadgets.
Are there any environmental concerns with sulfuric acid anodizing?
While sulfuric acid anodizing is effective, it does pose some environmental concerns due to the chemicals involved. Proper waste management and treatment processes are essential to mitigate any negative environmental impact. Many facilities have systems in place to treat and recycle the by-products of anodizing safely.
How can I find a reliable sulfuric acid anodizing service provider?
To find a reliable sulfuric acid anodizing service provider, look for companies with industry certifications, positive customer testimonials, and a history of successful projects. Websites like Pioneer Metal Finishing provide detailed information about their services, technical specifications, and case studies, which can help you make an informed decision.