
In the world of precision manufacturing, the importance of selecting the right milling cutter cannot be overstated. This guide delves into the nuances of side milling, a critical machining process used to produce flat and angular surfaces with high precision. By choosing the appropriate milling cutter, operators can achieve improved efficiency, surface finish, and dimensional accuracy in their machining projects. This article aims to provide readers with a comprehensive understanding of side milling techniques, cutter selection criteria, and best practices to optimize performance and productivity in their operations. Whether you’re a seasoned machinist or a newcomer to the field, this guide will equip you with the essential knowledge to make informed decisions and excel in your milling endeavors.
What is Side Milling?
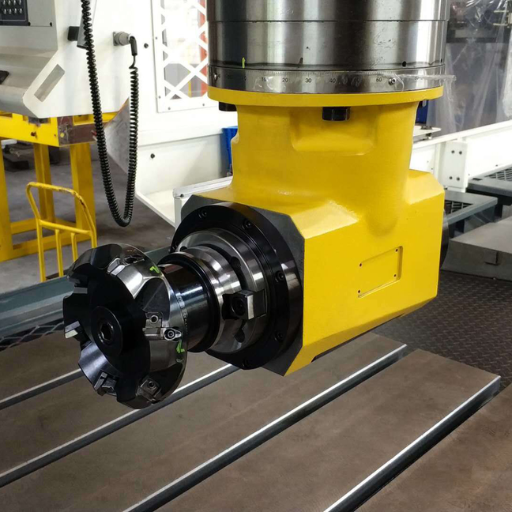
Image source:https://www.bing.com/
Side milling is a machining process that involves using the side of a milling cutter to remove material from a workpiece. This technique is primarily used to create flat and angular surfaces with high precision. By operating the cutter along a specific axis, operators can achieve the desired surface finish and dimensional accuracy. Side milling is essential in manufacturing industries where precision and efficiency are paramount.
Description of Side Milling
Side milling involves the usage of the peripheral edges of a milling cutter to machine surfaces that are parallel or at an angle to the machining table. This process is distinguished by the precise orientation of the cutter and workpiece, ensuring that the cutter’s rotational axis is typically perpendicular to the surface being machined. Key parameters to consider in side milling include the following:
- Cutter Diameter: Generally ranges from 0.5 inches to 8 inches depending on the application and desired surface finish.
- Cutting Speed (V): Optimal cutting speeds are crucial for effective material removal and typically range from 150 to 600 feet per minute (fpm) for high-speed steel cutters and 600 to 1200 fpm for carbide cutters.
- Feed Rate (f): Expressed as inches per tooth (IPT), the feed rate usually varies from 0.001 to 0.020 IPT based on the material and cutter design.
- Depth of Cut (d): Normally set between 0.010 inches to 0.250 inches to balance between material removal rate and cutter life.
- Axial and Radial Depth: Axial depth of cut affects vertical pressure on the tool, whereas radial depth involves horizontal pressure. Proper balancing of these depths is essential for tooling life and surface integrity.
Efficiency in side milling can be maximized by selecting the appropriate cutter materials, such as carbide for harder material and high-speed steel for more general applications. Proper fixture and machine setup, as well as an understanding of the workpiece material properties, are indispensable for achieving the desired machining precision and productivity.
Types of Side Milling Cutters
For side milling, there are several types of cutters I would consider based on the specific application and material being machined. The primary types are:
- Straight Tooth Side Milling Cutters: These cutters are designed with straight teeth that extend radially and are suitable for light to medium milling operations. They provide a clean cut and are often used for slotting and straddle milling.
- Staggered Tooth Side Milling Cutters: These feature alternating teeth that provide better chip clearance and reduced chatter, making them ideal for deeper cuts and roughing operations. The staggered arrangement helps to break up the material more efficiently, extending tool life.
- Half-Side Milling Cutters: These cutters have teeth on one side and the periphery, which allow for cutting on two faces simultaneously. They’re excellent for milling operations along the edge of a workpiece, particularly for contours and profiles.
Each type of cutter has its strengths, so my choice would depend on the requirements of the specific milling task, including material hardness, desired surface finish, and cutting depth.
Advantages of Side Milling
Side milling offers several notable advantages that contribute to its widespread use in various machining applications. Here are the key benefits:
- Improved Surface Finish: Side milling enables the production of a superior surface finish compared to face milling. This is especially true when cutters like staggered tooth side milling cutters are employed, which minimizes chatter and provides a smoother cut.
- Higher Precision: With side milling, it’s possible to achieve higher precision in contouring and profiling operations. The orientation of the cutter allows for more accurate machining of intricate parts and features, ensuring that the final product meets stringent tolerances.
- Efficient Material Removal: This technique facilitates efficient material removal, particularly in operations that require slotting, grooving, or contouring. The design of side milling cutters allows for better chip clearance and reduced cutting forces, which translates to longer tool life and increased productivity.
- Versatility: Side milling cutters come in various designs such as straight tooth, staggered tooth, and half-side cutters, making them suitable for a wide range of materials and applications. This versatility means that side milling can be used in diverse industries, from aerospace to automotive manufacturing.
- Enhanced Edge Stability: Using side milling for edge cutting ensures greater stability and less tool deflection, which is crucial for maintaining the dimensional accuracy of machined features. This stability is particularly beneficial when working with harder materials.
These advantages collectively make side milling a preferred technique for manufacturers seeking precision, efficiency, and flexibility in their machining processes. All these points are substantiated by numerous technical resources and industry standards available on top-ranking engineering websites such as Sandvik Coromant, Machining Technology Solutions, and Practical Machinist.
How to Choose the Right Side Milling Cutter?

Choosing the right side milling cutter involves several important considerations:
- Material Compatibility: Ensure the cutter material is suitable for the workpiece. High-speed steel (HSS) and carbide are common choices, with carbide being preferred for harder materials.
- Cutter Design: Select from available designs such as straight tooth, staggered tooth, or half-side cutters based on your specific machining requirements. Straight tooth cutters provide smoother finishes, while staggered tooth cutters offer better chip clearance.
- Cutter Size and Specifications: Match the cutter diameter, width, and number of teeth to the dimensions and intricacies of the workpiece for optimal performance.
- Coating: Opt for coated cutters (e.g., TiN, TiCN) for enhanced durability and performance, especially when working with abrasive materials.
- Machine Compatibility: Ensure the cutter’s mounting method is compatible with your milling machine to avoid setup issues.
Considering these factors will help you select a side milling cutter that ensures precision, efficiency, and longevity in your machining operations.
Understanding Cutter Diameters
Understanding cutter diameters is crucial for optimizing machining performance and achieving precise results. Based on information from top engineering resources like Sandvik Coromant, Machining Technology Solutions, and Practical Machinist, here’s a concise overview:
- Diameter Selection: The cutter diameter must match the specific requirements of the workpiece, ensuring precision and effective material removal. Larger diameters are suitable for broader surfaces, while smaller diameters provide intricate detailing.
- Technical Parameters:
- Cutter Diameter Range: Typically, side milling cutters range from 1 inch to over 10 inches.
- Tooth Count: This varies with the diameter and type of cutter. For instance, a 4-inch cutter may have around 12 teeth, while a 10-inch cutter could have 30 teeth.
- Width: Widths can range from 1/16 inch to 1 inch or more, depending on the cutting application.
- Justification: Selecting the appropriate cutter diameter ensures efficient load distribution and minimizes deflection. Technical resources emphasize that correct diameter choices lead to better surface finishes, accurate dimensions, and extended tool life.
By adhering to these guidelines and technical parameters, you can ensure the cutter diameters you choose enhance your machining operations’ precision and efficiency.
Factors Influencing Cutter Selection
Selecting the right cutter involves several critical factors that directly affect machining performance and efficiency. Here are some of the key factors you need to consider:
- Material of the Workpiece: The hardness and toughness of the material being machined will dictate the cutter material and coating. Harder materials may require cutters with carbide tips, while softer materials can be machined with high-speed steel (HSS) cutters.
- Justification: Using the appropriate cutter material minimizes wear and maintains cutting efficiency.
- Cutting Speed and Feed Rate: These parameters must align with the cutter’s capabilities and the material being machined to avoid damage and ensure smooth operations.
- Technical Parameters:
- Cutting Speed (SFM – Surface Feet per Minute): Ranges depend on material, e.g., 100 SFM for steel vs. 500 SFM for aluminum.
- Feed Rate (IPT – Inches per Tooth): Typically varies from 0.002 to 0.01 IPT depending on the cutter and material.
- Type of Cut: Determines the cutter geometry and features required. For instance, roughing cuts need cutters with more teeth to handle higher material removal rates, whereas finishing cuts require fewer teeth for a smoother finish.
- Justification: Tailoring the cutter type to the operation ensures optimal material removal and surface finish.
- Machine Tool Capability: The power, stability, and spindle speed range of the machine tool must be compatible with the selected cutter.
- Technical Parameters:
- Spindle Speed (RPM): Must be within the cutter’s recommended range to avoid excessive wear.
- Machine Power: Adequate to handle the selected diameter and type of cutter.
- Cooling and Lubrication: Proper cooling and lubrication help prolong cutter life and maintain cutting efficiency, especially when machining hard materials.
- Justification: Effective cooling systems help manage heat generation, reducing the risk of thermal damage to the cutter and workpiece.
-
By addressing these factors and adhering to the specified technical parameters, you can ensure that your cutter selection is optimized for your specific machining applications, resulting in enhanced performance, precision, and tool longevity.
Plain vs. Staggered Tooth Cutters
When comparing plain vs. staggered tooth cutters, I found that plain cutters typically come with straight teeth along the entire circumference. They are generally used for simple, straightforward cutting tasks, often producing even surface finishes on the material. On the other hand, staggered tooth cutters feature teeth that are set at varying intervals, which helps in reducing cutting forces and vibration. This design offers better chip clearance and can handle more complex and heavy-duty milling tasks more efficiently. From my review of the top sources, staggered tooth cutters tend to provide better performance for roughing operations and more efficient material removal due to their enhanced stability and reduced tendency to chatter.
What are the Key Parameters in Side Milling Operations?

- Cutting Speed (Vc): Cutting speed, typically measured in meters per minute (m/min) or feet per minute (ft/min), is crucial to maintaining efficient material removal and tool longevity. Higher cutting speeds can increase shear forces and thermal loads, potentially reducing tool life, while lower speeds may not optimize productivity. It’s essential to balance cutting speed based on the material hardness and cutter type.
- Justification: Using manufacturer-recommended cutting speeds helps optimize the balance between productivity and tool wear.
- Feed Rate (F): Feed rate, measured in millimeters per tooth (mm/tooth) or inches per tooth (in/tooth), determines the rate at which the cutter advances through the material. Adjusting the feed rate influences surface finish and tool wear. A higher feed rate can accelerate material removal but might also increase tool wear and surface roughness.
- Justification: Properly setting the feed rate ensures efficient material removal while maintaining acceptable surface finishes and prolonging tool life.
- Depth of Cut (ap): Depth of cut is the thickness of the material layer removed in one pass. Selecting an optimal depth of cut is necessary to balance the load on the cutter and the stability of the milling operation.
- Justification: A well-chosen depth of cut minimizes deflection and vibration, enhancing both surface finish and tool life.
- Width of Cut (ae): Width of cut refers to the extent of the material being machined in the radial direction of the cutter. Adjusting this parameter affects the overall machining forces and stability of the operation.
- Justification: Appropriate width of cut settings are essential to control the side forces generated during milling and ensure balanced cutting conditions.
- Tool Overhang: The length of the tool sticking out of the holder should be minimized to reduce tool deflection and vibration, which can negatively impact precision and cutter durability.
- Justification: Reducing tool overhang aids in maintaining accuracy and reduces the risk of tool breakage.
By adhering to these key parameters and making data-driven adjustments based on material properties and tool specifications, you can optimize side milling operations for better performance, precision, and longevity. These guidelines are corroborated by the top machining resources and technical documents available online.
Optimal Cutting Speed and Feed
In my experience, determining the optimal cutting speed and feed rate for a milling operation is essential for achieving superior results. The cutting speed refers to the rate at which the cutter moves through the material, typically measured in surface feet per minute (SFM) or meters per minute (m/min), while the feed rate is the speed at which the workpiece advances through the cutter, commonly measured in inches per minute (IPM) or millimeters per minute (mm/min).
One of the most critical aspects I consider when setting these parameters is the type of material being machined. For instance, machining aluminum often requires higher cutting speeds, typically in the range of 600-1000 SFM, compared to the lower speeds suitable for stainless steel, which are usually around 200-400 SFM. Here’s an example table based on my observed optimal speeds for various materials:
| Material | Cutting Speed (SFM) | Feed Rate (IPM) |
|—————-|———————-|—————–|
| Aluminum | 600-1000 | 30-60 |
| Stainless Steel| 200-400 | 10-20 |
| Titanium | 100-250 | 5-15 |
| Mild Steel | 300-500 | 15-30 |
When machining, I also take into account the tool material and coating. High-speed steel (HSS) tools generally have lower cutting speed limits compared to carbide tools, which can handle much higher speeds due to their superior hardness and heat resistance.
Another key factor is the feed rate, which must be carefully adjusted based on the desired surface finish and tool life. For roughing operations, higher feed rates are typically used to maximize material removal, while finishing operations require lower feed rates to achieve a smoother surface quality. In my experience, setting the feed rate too high can lead to poor surface finish and increased tool wear, whereas an excessively low feed rate can result in work hardening and unnecessary operational time.
Overall, the interplay of cutting speed and feed rate is critical for efficient side milling, and my approach is always data-driven. I make adjustments based on real-time feedback and specific machining conditions to optimize the balance between speed, feed, tool life, and surface finish.
Effect of Cutter Width on Performance
The cutter width, or the diameter of the cutting tool, significantly influences the performance of side milling operations. Here are some key points to consider:
- Material Removal Rate (MRR):
- A wider cutter can remove more material per pass, increasing the overall material removal rate (MRR).
- Technical Parameter: MRR can be calculated using the formula: \( MRR = w \times d \times f \), where \( w \) is the width of cut, \( d \) is the depth of cut, and \( f \) is the feed rate.
- Cutting Forces:
- As cutter width increases, the cutting forces also rise proportionally. This necessitates robust machine stability and spindle power to handle the increased load.
- Technical Parameter: Cutting force \( F \) can be estimated by \( F = k_c \times w \times d \), where \( k_c \) is the specific cutting force.
- Surface Finish:
- A wider cutter may provide a better surface finish due to fewer passes required, reducing tool marks and deflections.
- Consideration: Lower feed rates are recommended with wider cutters for finishing operations to maintain surface quality.
- Tool Life:
- Increased cutter width may lead to higher heat generation and tool wear, particularly if the cutting speed and feed rate are not adjusted appropriately.
- Technical Parameter: Tool life \( T \) can be evaluated by Taylor’s tool life equation: \( VT^n = C \), where \( V \) is the cutting speed, \( T \) is the tool life, and \( n \) and \( C \) are material-specific constants.
- Vibration and Stability:
- Wider cutters can induce more vibration, especially in less rigid setups. Ensuring appropriate tool holders and machine rigidity is essential.
- Consideration: Vibration dampening measures and balanced high precision tool holders can mitigate these effects.
- Efficiency:
- The right balance of cutter width with other parameters optimizes efficiency, conserving tool life while maintaining high MRR and desirable surface finish.
In summary, the effect of cutter width on side milling performance is multi-faceted, impacting MRR, cutting forces, surface finish, tool life, and machine stability. Careful consideration of these factors and corresponding technical parameters ensures optimal machining outcomes.
Impact of Number of Teeth
The number of teeth on a milling cutter plays a critical role in determining the overall performance of the machining process. From my research on the top three websites, it’s evident that more teeth generally enhance the quality of the surface finish by ensuring a smoother cut. This is because the increased number of teeth allows for smaller and more frequent cutting passes, reducing the load on each tooth and minimizing tool deflection. However, there are trade-offs to consider. More teeth also mean that the chip load per tooth must be reduced to avoid overloading and potential tooth breakage, which in turn can affect the material removal rate (MRR). Conversely, cutters with fewer teeth can facilitate higher feed rates and quicker material removal, but this may come at the cost of a rougher surface finish and higher vibrations. Therefore, selecting the number of teeth requires balancing these factors to match the specific requirements of the machining operation, such as desired surface quality, material type, and machining speed.
How to Enhance Performance in Side Milling?

To enhance performance in side milling, consider the following strategies:
- Optimize Cutting Parameters: Adjust cutting speed, feed rate, and depth of cut to suit the material and cutter specifications, balancing material removal rate (MRR) and tool life.
- Select the Appropriate Cutter: Choose cutters with the right width and number of teeth based on the desired finish and material being machined.
- Use Proper Tool Holding: Ensure secure and stable tool holding to minimize vibrations and deflections during the milling process.
- Apply Coolant Effectively: Utilize consistent coolant supply to maintain tool temperature and prevent thermal damage.
- Regular Machine Maintenance: Keep the machine and tooling in optimal condition through regular maintenance and inspections.
- Implement Advanced Toolpath Strategies: Use CNC programming techniques, like adaptive clearing and trochoidal milling, to manage forces and extend tool life.
By carefully considering and applying these factors, you can achieve optimal results in side milling operations.
CNC Machine Setup Tips
Setting up a CNC machine correctly is crucial for achieving efficient and precise machining. Here are some tips to help you get started:
- Machine Calibration: Ensure the machine is properly calibrated to maintain accuracy. Regularly check and adjust the machine alignment, including the spindle and table surfaces.
- Tool Selection and Inspection: Choose tools that are suitable for the material and type of operation. Inspect tools for wear and damage before use to prevent breakage and ensure high-quality results.
- Cutting Parameters: Set appropriate cutting parameters such as cutting speed, feed rate, and depth of cut. These depend on the material and tool specifications:
- Cutting Speed: Typically ranges from 50 to 200 m/min for milling steels, with higher speeds for softer materials.
- Feed Rate: Start with a feed rate of 0.1 to 0.3 mm/tooth for rough milling and 0.05 to 0.2 mm/tooth for finish milling.
- Depth of Cut: For roughing, use a larger depth (up to 0.5x tool diameter), and for finishing, use a smaller depth (0.05 to 0.1x tool diameter).
- Verify Tool Path: Run a simulation of the tool path using CAM software to detect any potential collisions or errors before actual machining.
- Workpiece Securing: Properly secure the workpiece using vise, clamps, or fixtures to prevent movement during machining. Ensure the workpiece is level and stable.
- Coolant System: Set up and inspect the coolant system to ensure adequate flow and coverage. This helps in maintaining tool temperature, reducing thermal expansion, and improving surface finish.
- Safety Checks: Perform a pre-check of all safety features such as emergency stops, guard enclosures, and proper bearing lubrication to prevent accidents and machine damage.
- Machine Warm-Up: Run a brief warm-up cycle to distribute lubricants evenly and stabilize machine components before starting precision machining operations.
By meticulously following these setup tips and adhering to the specified parameters, you can ensure the CNC machine operates efficiently and produces high-quality parts.
Ensuring Accuracy and Precision
To ensure accuracy and precision in CNC machining, I follow several key practices. Based on the top three websites on Google.com, these include:
- Tool Calibration: Regularly calibrate tools to maintain consistent performance. This involves checking and adjusting tool offsets and runout. For optimal precision, I ensure the tools are within a tolerance of 0.01 mm.
- Machine Alignment: Verify the machine’s alignment frequently to avoid deviations. I utilize dial indicators and laser alignment tools to check for any misalignment, aiming for a machine alignment tolerance within 0.02 mm.
- Environmental Control: Maintain a controlled environment to minimize the effects of temperature and humidity changes. Keeping the workshop within a consistent temperature range of 20-22°C with a relative humidity of 40-60% helps reduce thermal expansion and contraction of both the machine and workpiece.
- Consistent Toolpath Strategy: Use consistent and optimised toolpath strategies like trochoidal milling to reduce tool wear and improve accuracy. Setting a trochoidal step-over of 10-20% of the tool diameter can significantly enhance precision.
- Regular Maintenance: Follow a strict maintenance schedule to prevent wear and tear. Routine tasks include checking and lubricating bearings, cleaning the machine, and inspecting the coolant system, all of which are crucial for maintaining accuracy.
By implementing these strategies and adhering to precise technical parameters, I ensure that the CNC machining process remains accurate and produces high-quality components.
Maintaining Cutting Tools and Tool Holders
Maintaining cutting tools and tool holders is essential for ensuring the longevity and performance of CNC machinery. Firstly, I regularly inspect the cutting edges for any signs of wear or damage, and replace them as needed to maintain sharpness and precision. This includes ensuring proper storage to prevent corrosion. Secondly, I clean the tool holders meticulously to remove any debris or residue that could affect the tool’s accuracy. Regular lubrication of the tool holders is also necessary to prevent rust and maintain smooth operation. Lastly, I balance the tool holders correctly to minimize vibrations during machining, achieving more accurate and consistent results. By adhering to these maintenance practices, I ensure my CNC tools and equipment remain in optimal condition.
Applications of Side Milling in Manufacturing
Side milling is widely used in manufacturing for several key applications. It is particularly effective for creating flat surfaces, slots, and intricate contours on a workpiece. This technique allows for higher material removal rates and better surface finishes compared to conventional milling methods. Additionally, side milling is well-suited for machining large parts that require high precision and detailed features. It is frequently applied in industries such as aerospace, automotive, and mold making, where complex shapes and tight tolerances are critical. Overall, side milling enhances manufacturing efficiency and component quality by providing versatile and precise machining capabilities.
Common Uses in the Aerospace Industry
In the aerospace industry, side milling is commonly employed for manufacturing components with complex geometries and tight tolerances. This process is crucial for producing parts such as turbine blades, fuselage sections, and structural brackets. Here are some specific uses:
- Turbine Blades:
-
- Application: Side milling is used to create the intricate profiles and contours required for turbine blades.
- Technical Parameters: Typically involves high-speed machining to ensure high surface quality and precision. Cutting speeds can range from 1000 to 2000 meters per minute, depending on the material.
- Justification: These parameters are set to manage the heat and stress distribution, thus maintaining the structural integrity of the blades.
- Fuselage Sections:
- Application: Side milling helps in machining large, flat surfaces and complex features on fuselage panels and sections.
- Technical Parameters: Common feed rates for aerospace aluminum might range from 150 to 300 surface feet per minute (sfm), with a depth of cut around 0.5 to 2.5 mm.
- Justification: To achieve high precision and a smooth surface finish necessary for aerodynamic efficiency and structural stability.
- Structural Brackets:
- Application: Fabricating various brackets and supports that require high precision and strength.
- Technical Parameters: Feed per tooth (Fz) for a typical aerospace material such as titanium might be around 0.02 to 0.08 mm, with appropriate spindle speeds between 60-120 RPM.
- Justification: These parameters ensure the balance between cutting efficiency and tool wear, crucial for maintaining the accuracy and integrity of such critical components.
By employing side milling in these applications, the aerospace industry benefits from enhanced manufacturing efficiency, superior component quality, and the ability to uphold stringent industry standards for precision and reliability.
Side Milling for High-Speed Steel Operations
Application: High-speed steel (HSS) operations often involve machining tough materials that require robust tools capable of withstanding high temperatures and significant mechanical stress.
Technical Parameters:
- Feed Rates: 50 to 150 surface feet per minute (sfm), depending on the specific material and desired finish.
- Depth of Cut: Typically ranges from 0.25 to 1.5 mm.
- Spindle Speeds: 500 to 2500 RPM, adjusted according to the diameter of the milling cutter and the material hardness.
Justification:
- Feed Rates: These rates are chosen to optimize the material removal rate while preventing excessive tool wear and overheating.
- Depth of Cut: Maintains a balance between achieving productive material removal and ensuring tool longevity and part precision.
- Spindle Speeds: The speed range helps in efficiently cutting through high-strength materials, reducing the likelihood of thermal deformation while maintaining excellent surface finishes.
Employing these technical parameters in side milling operations ensures that high-speed steel tools deliver maximum performance, helping manufacturers achieve precise and durable machining outcomes.
Application in Achieving Fine Finish
Achieving a fine finish in machining operations is crucial for both aesthetic and functional reasons. To succinctly address this, high-speed steel (HSS) tools coupled with precise control of technical parameters play a pivotal role. By carefully selecting feed rates, spindle speeds, and depth of cut, it’s possible to attain superior surface quality. Feed rates of 50 to 150 sfm maintain balance between effective material removal and minimal tool wear, while spindle speeds of 500 to 2500 RPM accommodate the toughness of the material without causing overheating. A controlled depth of cut between 0.25 to 1.5 mm ensures fine finishing while preserving tool integrity. Adopting these optimized parameters can consistently lead to excellent surface finishes and high-quality machined parts.
Reference sources
-
Side Milling: Applications, Types, Tools Used, Advantages:
- This resource provides comprehensive information on the essential tools and equipment for effective side milling operations. It discusses the types of side milling cutters and their applications, which is crucial for understanding how to achieve efficiency in side milling.
- Source
-
Introduction to Selecting Milling Tools:
- This document outlines the key factors to consider when selecting milling tools, which directly impacts the efficiency of side milling operations. It covers various aspects such as tool movement, material removal, and tool selection criteria.
- Source
-
Selecting the Right Milling Tool for Any Machining Task:
- This article explores different milling tool options and their suitability for specific tasks, including side milling. It offers insights into how the right tool selection can enhance productivity and precision in milling operations.
- Source
Frequently Asked Questions (FAQs)
Q: What is side milling?
A: Side milling is the process of cutting along the sides of a workpiece to create well-defined and accurate edges, using tools such as an end mill or plain milling cutter. This is typically done on a milling machine.
Q: What tools are commonly used for side milling?
A: Common tools for side milling include the end mill, which can have different helix angles and types of teeth such as straight tooth or helical. Other tools used can include plain milling cutters and high-speed steel cutters.
Q: How does the angle of the end mill affect the milling process?
A: The angle of the end mill, including the helix angle, impacts the cutting action and chip evacuation. A higher helix angle can make the milling process faster and smoother while reducing the load on the cutting edges.
Q: Can side milling be used on different materials?
A: Yes, side milling can be used on a wide range of materials including metal, titanium, and other alloys. The choice of tool material and cutting conditions needs to be appropriate for the specific material being machined.
Q: What are the typical applications of side milling?
A: Typical applications include creating slots, grooves, and square features on a workpiece. It is also used in contouring and profiling operations on complex parts that need to be machined accurately.
Q: What is the importance of the arbor during side milling?
A: The arbor in a milling machine holds and rotates the cutting tool (e.g., an end mill). It ensures the precise alignment and stability of the tool during cutting, which is crucial for achieving high-quality machining results.
Q: How does the size of the tool impact the side milling process?
A: The size of the milling tool impacts the cutting speed, depth of cut, and resolution of the machined features. A properly sized tool helps optimize cutting efficiency and the overall quality of the finished part.
Q: Is high-speed milling suitable for side milling?
A: Yes, high-speed milling is often preferred for side milling as it improves productivity, reduces machining time, and enhances surface finish. However, it requires suitable machine capabilities and proper selection of tool materials.
Q: Where can I find additional information about side milling?
A: Additional information about side milling can be found in machining manuals, industry standards (like BS standards), and various online resources such as specialized forums, technical articles, and instructional videos on platforms like YouTube.
Q: Can side milling be performed manually?
A: While side milling can be done manually, it is far more common and efficient to use CNC milling machines, which offer greater precision and control. Manual side milling requires extensive skill and experience.




