
Sheet metal bending is a common process in industries ranging from manufacturing to fabrication, where sheets of metal of varying thicknesses can be formed into different products with precision. Irrespective of being able to create components for vehicles and other aerospace devices with the help of metal bending or using the same process to erect residential buildings and other construction works, bend sheet metal without any error.
Learn from this ultimate guide on sheet metal bending, a technique or craft that can significantly alter your overall home projects. Though the technique doesn’t guarantee a 100 per cent perfect result at the first shot, with the help of the following guide, you can get close to crafting yourself one of the most precise instruments. Additionally, smart implementation of the techniques will aid in preventing costly reworks and achieving professionally bent pieces of metal with a consistent standard. Without wasting much time, let’s kick start with understanding the properties of metal. This helps learn how to bend metal with an ease, accompanied by expert tips and techniques on metal bending.
What is Sheet Metal Bending?

Sheet metal bending is a procedure used in the fabrication of materials such as steel, copper and aluminium. This process involves the act of taking a flat sheet of metal with no volume change and transforming it through direct applied force into an angled or shaped form using tools and equipment such as press brakes, roll benders and folding machines to achieve sharp angles, curves and complex geometries. Sheet metal bending plays an integral role in the manufacturing process during the making of parts and components in industries that include automotive, aerospace, production and consumer.
Understanding the Bending Process
The process of bending actually begins with the selection of the metal for the sheet. The metal should have the appropriate properties for the intended use, for example it may need to endure a lot of wear or be quite hard. In addition to knowing the property of the metal, a designer will have an intention for the bending, such as a detailed drawing or blueprint indicating the amount of bending and the dimensions of the completed product. Depending on the complexity of the component, the intended use, and the available machine, the human operator will need to consider multiple steps. First, he or she must set the sheet into the bending machine.
The sheet can be fixed in some way to ensure the machine will not break into the material while it is bent. Once the sheet is set up, the operator needs to calibrate the machine’s force to bend the sheet precisely in line with the intent of the designer. The amount of force required depends on the nature of the metal being bent, for example its thickness, hardness and ductility. After the metal is bent, the operator must ensure that no defects such as warping or cracking are present by checking his or her work. At this stage, the operator may need to readjust the machine to fix any imperfections. Experienced and talented operators can bend the metal with accurate and intentional effects, such as different types of air bending, bottoming and coining.
Common Applications of Sheet Metal Bending
Accurately curving sheet metal enables industries to use strong, light-weight materials in a wide variety of ways. In automobiles, sheet metal bending is used for body panels and chassis parts. In aerospace, bent sheet metal goes into aircraft frames and wings in addition to countless other high-strength, high-durability parts. In construction, bent sheet metal is a common building component. And, even beyond more heavy-duty applications in machinery and construction, bent sheet metal is found in countless consumer products.
For example, home appliances, furniture systems and electronic enclosures are just some household items that incorporate bent metal parts. Refrigerators, dishwashers, — essentially anything with a door can be made of flat sheet metal bent to form a shape around an opening. The vastness of applications of sheet metal bending defies trying to simply describe a typical use case with a top-level list. To begin explaining the tremendous proliferation of shape in metal products, it helps to zoom out.
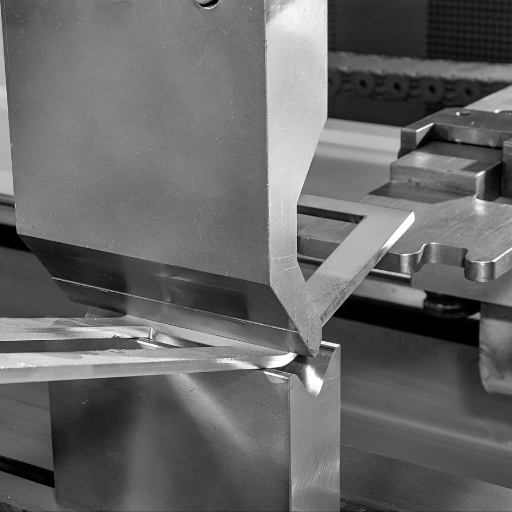
The Role of a Press Brake in Bending Sheet Metal
An essential component of the process of bending sheet metal is the press brake. This heavy machine is typically used to bend parts into an array of angles and other shapes by using a pair of matching punch and die sets that hold the sheet metal as a controlled force is applied to the softer material to create bends. There are hydraulic, mechanical and CNC (computer numerical control) versions of the press brake which are sized to accurately accommodate varying scales and complexities of bends or chases.
What Are the Different Types of Sheet Metal Bending?

There are several types of sheet metal bending techniques, each suited for different applications and desired outcomes:
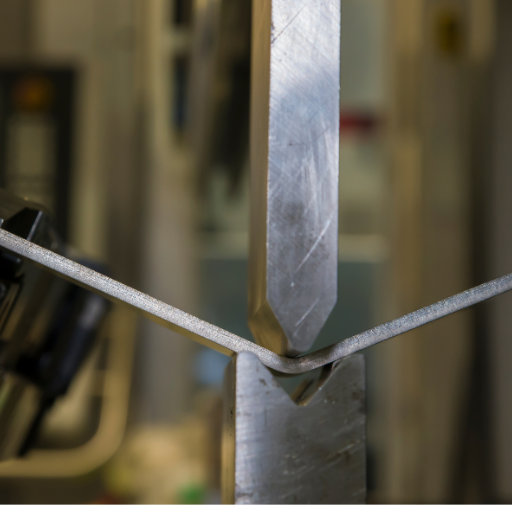
- Air Bending: Pressing the metal into a die, with the punch only partly entering the die cavity, is extremely flexible in terms of angles and requires much less force. It is generally used for more shallow, less precise bends.
- Bottom Bending (or Bottoming): The punch forces the sheet metal to slide into the die to the bottom, which gives a tight bend with great accuracy, and is generally used in applications requiring more accurate and consistent bends.
- Coining: With much more pressure, you bend the material into the die, with even less spring-back. Coining is far more exact but requires more force and therefore more powerful machine.
- Wiping (or Edge Bending): Pressing (or wiper) is a punch that moves the sheet metal towards a wipe die to generate a bend in the edge. This process is commonly applied in high-volume, straight-forward production.
- Roll Bending: This method involves passing the sheet metal through a series of rolls to create curved bends or cylindrical shapes. It is often used for larger sheets and can handle thicker materials.
Every one of those bending methods are known because of their effects on the qualities of the material, its thickness, the required bend angle and the needs of production.
Air Bending: Benefits and Limitations
Benefits:
The versatility of air bending allows for useful bend angles in a relatively wide range (say, 0-90 or 180-360 degrees), negating the need for multiple different tools with different dies in order to produce the same component at different angles. This reduction in the number of tools and corresponding set-ups obviously translates into a lower tool cost, and much lower time spent up-front setting up the equipment before each production run. The material is only in contact with the die for a short amount of time, resulting in less marking or damage to the surface of the material compared with other bending processes. Air bending allows for faster processing time, and is suited to all applications that have requirements for high-speed processing.
Limitations:
Despite its versatility, air bending is limited in terms of possible accuracy and repeatability. Because the material is not fully pressed into the die, ambience can cause more spring-back, which in turn may result in more variance in the end angle and the need for more backwork. For tight-tolerance applications, air bending is not the preferred and effective method to go. Additionally, it may be not as effective for thicker, harder stock, not because air bending is unable to bend harder stock, but because more force is required to know when it has achieved the desired results.
Bottom Bending: Understanding the Process
These bends are very precise. They are called bottom bending – also known as bottoming, because the metal is completely pressed into the die. The resulting bend is very close in angle and radius to the die itself, which allows for extremely repeatable bends, even within tight tolerances.
Process Overview:
- Alignment: The sheet metal is placed between the punch and the die.
- Application of Force: The punch falls hard enough to compress the metal up against the die and form it to the die’s contour.
- Completion: A firm contact between the material and the die provides the lowest spring-back and the highest repeatability.
Advantages:
- Provides precise and consistent bend angles.
- Minimizes spring-back, which reduces the need for post-bending adjustments.
- Ideal for achieving tight tolerances important in high-precision applications.
Disadvantages:
- Requires a dedicated die for each bend angle and radius, increasing tool costs.
- This is generally a much slower process than air bending, requiring more force to be used and the idiot bender needs to take much more exact positioning of the tree.
- Less flexibility in handling different bend angles with the same setup.
Roll Bending: When to Use It
Roll bending is generally used for forming large-radius bends, tubing and complex curves in sheet metal. It is well-suited for manufacturing components such as pipes and tubes, as well as large arcs used in the manufacturing processes of the construction, automotive and aerospace industries.
Applications:
- Large steel structures such as bridges and buildings.
- Metal frames for vehicles, aircraft, and ships.
- Tubular products like pipes and ducts.
Advantages:
- Capable of handling long sections of metal.
- Suitable for producing large, smooth radii over different lengths.
- Efficient for both small-batch and high-volume production runs.
Disadvantages:
- Requires specialized equipment and rollers for different radii.
- May need multiple passes to achieve the desired bend, which can be time-consuming.
- Less precise than some other bending methods for tight tolerance applications.
How to Choose the Right Bending Method?

To bend sheet metal correctly is to pick and mix! Getting the correct method for forming a simple bend on a sheet of metal depends on many factors. Often it is a mix of the type of material, its thickness, what bend radius is required, for how many pieces it is needed, the type of application, and many other considerations. Here are some fundamental considerations.
- Material and Thickness: Bottoming or roll bending will be the best choice for applications using thicker material and harder metals, since evenly distributed force is required to overcome the resistance. Air bending maintains a flat surface on either side of the part, but can still handle material ranging from many types to very soft. By adjusting the punch and die setup, almost any new material can be accommodated.
- Desired Bend Radius: Rigid bottoming is great for tight radii but rolls are best for large-radius bends and cylindrical shapes.
- Production Volume: Products made in extremely high volumes and consistently bent might benefit from the bottoming precision, but roll bending has the ability to produce both small and large production runs.
- Tolerances: Bottoming will be very precise with little spring-back and therefore suited to high tolerances, while air bending will be imprecise when using spring-back, but fully flexible.
- Complexity of Shape: Roll bending produces nice complex curves and large-radius bends, while air bending and bottoming make simple, sharp angles.
This allows manufacturers to choose the method that best balances efficiency, precision and affordability for the specific application.
Factors to Consider: Metal Thickness and Bend Radius
Depending on your bending method, maximum metal stock thickness and the desired bend radius are key considerations. With thicker metals, more force is required to bend the material and more robust equipment will be needed for the job to be effective. It might even be necessary to use a more powerful bending method like bottoming. For lighter gauge metals, it may be possible to bend the material with just air bending techniques, which would provide more flexibility in terms of materials and equipment setups.
The bend radius is important too, of course, especially in terms of structural integrity and aesthetics of the finished product. Tighter bend radii are more difficult and require more precision – here too, bottoming is preferred as it creates bends with more consistency and accuracy, while roll bending is more suitable for larger-radius bends and particularly useful at creating cylindrical shapes and more-complex curves with a nice finish.
If you understand the relationship between thickness of metal and bend radius, you can determine the most optimal and cost-effective way to perform your project and have the best quality in your metal bending operations.
Bending Machine and Tooling Options
When choosing a bending machine or tooling, producers can choose from different types of equipment and tools to suit their particular needs and project requirements:
- Press Brakes: These machines can bend a huge variety of metal thickness and bending radii. Tooling with interchangeable wedge (air) and cushion (bottoming) dies means that, in addition to air bending, you can also bend with bottoming or coining. Many machines also have computer numerical control (CNC) for increasing precision and repeatability.
- Roll Benders: Five-axis roll benders involve a series of three or more rollers that steplessly bend the metal to full-radius bends. The five-axis style particularly excels at cylindrical shapes and tubes to pipes to structural beams, such as ‘tell-your-doctor’ tubing used for installing water jets in your shower. These setups are a good option for moderate to large-radius bends; for example, bending a car’s steel axle into a full spherical shell.
- Box and Pan Brakes: Sometimes called finger brakes, they’re often used to form sheet metal into boxes and pans. The removable fingers allow you to customise their bending configurations in order to create complex shapes, which can be useful for custom and prototype shops.
Depending on the size of the bend, the required precision of the bend, the material that is to be bent, and the way that the part will be used, the right combination of bender and tooling will result in a high-precision, productive and cost-effective way of metal bending.
Comparing Different Bending Techniques
In terms of metal bending techniques, there are many options to choose from taking into consideration the different applications and advantages:
- Air Bending: A punch presses the metal into a die, but without bottoming out: the metal does not fully contact the die. Air bending allows for greater flexibility in angle of bend and less energy, meaning less tool wear.
- Bottoming: Sometimes it’s also referred to as bottom-bending or bottom pressing, and it’s used to make sure to have full potential contact of metal to the die. This method provides much higher accuracy and repeatability, and also is preferred for applications that require tight corner angles.
- Coining: The metal is pushed into the die cavity with sufficient pressure that the metal flow conforms to the punch and die shape: Figure 4.16 – Bent with coining (from Heinrich Leiss. Advanced Forming Technology: Analysis and Design of Deep Drawing, Coining, Superplastic Forming, and Hot Forming Processes. Springer-Verlag Berlin Heidelberg New York, 4th ed, 2001)Coining means that the shape and dimensions of the part, including the bends, are defined more by the punch and die than the individual material characteristics of the blanks. Lastly, coining requires much more force, experiences high tool wear, and is comparatively more expensive.
Comparing these techniques allows the manufacturer to determine the most suitable method, based on the components’ material thickness, required bend angle, precision requirements and production volumes.
What Are the Design Considerations for Sheet Metal Bending?
Designing for sheet metal bending requires some essential considerations in order to prevent wasting material and ensure compliance with the drawing:
- Material Properties: The tensile strength and ductility of the metal, along with its thickness, must be taken into account, since they influence how it will be bent and how much force it will take to do so.
- Bend Radius: Provide minimum bend radius for proper bend without cracking. Minimum bend radius based on material type and thickness of material.
- Bend Allowance and Deduction: These make up for the amount of stretching in sheet metal that occurs when it’s bent so that the length ordered will turn out to whatever size is required.
- Grain Direction: The specific sequence is outlined in Figure 24.2 Bending perpendicular to the grain direction of the metal is generally recommended to avoid cracking.
- Tooling and Machinery: The tooling must support the required precision to bend and the required angle; Machinery – the machinery must be able to deliver the required forces without creating the tool wear.
- Tolerances: Specifying realistic tolerances ensures the final product fits and functions as intended.
- Hole and Cutout Placement: Place any holes and cutouts sufficiently far from the bend lines to prevent deformation during bending.
By paying attention to these aspects of the design, manufacturers will be able to bend the part to a very high standard, make the manufacturing processes as efficient as possible, and minimise the associated cost.
Optimal Bend Radius and Sheet Thickness
The bend radius is the most essential figure relevant for sheet metal bending. The ideal bend radius is selected in accordance with the specific material at hand to prevent it from cracking or having other structural problems. In accordance to the industry rules and regulations:
- Minimum Bend Radius: The minimum bend radius should normally be at least equal to the thickness of the material in most metals. In steel, this can be as little as 0.5 times the material thickness for less ductile steel to 1.5 times the material thickness for more ductile steel.
- Material Thickness: The thicker the material, the larger the bend radius required to create the bend. A typical rule-of-thumb is to employ a bend radius that equals to 1-3 times the thickness of the material.
Those adhering to them will achieve bends that meet the designers’ specifications and maintain the strength of the sheet-metal components.
Common Tips for Bending Sheet Metals
- Use the Right Tools: Make sure you have the right tool for the material and for the type of bend. Press brake and some bending machines can provide beads with a high degree of consistency and precision.
- Understand Material Properties: There is a difference between the properties of one material and another, so it is recommended to understand how your material reacts. In particular, the tensile strength, ductility and elasticity will indicate if the bending process will lead to the cracking or failure.
- Account for Springback: Over-bend the material slightly in anticipation of the fact that it will spring back to its natural state a little, before resting at your chosen angle.
- Maintain Proper Bend Allowances: Keep Them Piked Out: Make sure to calculate the bend allowances for robots so that the final dimensions are accurate. This provides for creep in the stick and makes everything fit right.
- Reduce Internal Stresses: Bend in smaller steps so your joints become less stressed Bend at your knees and ankles to achieve a greater range of motion than if the angle were imposed suddenly from twisting movements of the trunk. Plus, you risk cracks and breaking that are more likely to occur when you try to achieve the final angle in one go.
Implementing these tips will help manufacturers to achieve precise, effective bends with minimal waste and productivity loss, thereby reducing the costs of manufacturing.
How to Minimize Material Waste
Keeping material waste to a minimum in the sheet-metal-fabrication guarantees optimal cost-effectiveness and sustainability. Here are some ways to helps achieve this.
- Optimized Cutting Plans: Create a nested cutting plan using CAD (computer-aided design) to fit areas to be cut as closely together as possible so that offcuts are minimal.
- Recycling and Reusing Scraps: Establish a system for the ordering and reuse of offcuts (scraps or small discarded fragments). Many sheet metal deskfabrics can be melted down and reformed into new sheets.
- Precision in Design and Manufacturing: Spend money on quality precision machinery and operators who keep tolerances tight and meet specifications without excessive rework, which reduces waste.
In doing this, the material requirements for manufacture can be cut by as much as 85 per cent. The end result is that the design process should allow for smaller factories and less material waste.
What Tools and Equipment Are Used in Sheet Metal Bending?
Precise sheet metal bending involves different types of tools and equipment to ensure that the bends are accurate and efficient. The following are some of those equipment used in the process:
- Press Brakes: A press brake is one of the most common metal-forming machines that uses a punch and die combination operated by hydraulic ram to bend sheet material.
- Folding Machines: These are specialised tools used to make sheet metal folds. They automate the process and can be very precise, and are proficient at making sharp bends in large sheets.
- Bending Jigs: From Left to Right: Tail Stock RCJ and PAZ. Center Below: Centre Lead Screw Tail Stock RCJ. Pictured Right: PAZMachining Jigs: Custom-made to accommodate individual projects, are used to achieve repeatable consistent results.
- Roll Benders: These machines are used to roll sheet-metal into bends and circles of varying radii.
- Hand Tools: Besides which, for every component, you’ll want a set of hand tools: a hammer here, a mallet there, and a pair of clamps over there. The next thing you need to do is bend the part: slightly, tentatively, hesitantly.
Using such tools and equipment, producers are able to bend metal sheets with precision and consistency.
Overview of Bending Machines
In the context of sheet metal fabrication, bending machines deeply involve in the process of fabrication by exerting mechanical energies to bend metal toward a particular angle or curves. Here is a brief account of these machines:
- Press Brakes: Metallurgical apparatus for bending sheet metal into precise shapes with a through-hammered technique. A punch pounded via the use of a die is applied for such objective. Some press brakes today come with CNC, or Computer Numerical Control, which automates the process to raise the precision of the work.
- Roll Bending Machines: Suited for producing cylindrical and conical shapes, this process uses three rolls to progressively bend the sheet metal by moving the rolls closer as the process progresses. Roll spacing and positioning can be adjusted to produce varied radii.
- Folding Machines: Folding machines are meant for forming angles along edges of sheet metal clamping the area to be bent, then folding the material over and pressuring it into the desired angle. These machines are perfect for straight, precise folds and, as the name implies, are often used for box making.
These machines help to increase the accuracy, repeatability and efficiency of sheet metal bending process when handled properly.
The Importance of a Press Brake
A press brake is used in metalworking industry because it is versatile, accurate and efficient. These bending machines can bend various sheet sizes and thicknesses of metal, to produce parts of complex forms with highest accuracy and low cost. By forming equal folds on the component, stable and robust products are produced as also repeated product from the same stock significantly reduces the material waste.
Most modern press brakes have CNC (Computer Numerical Control) systems that permit the machine to make automated, accuracy-based adjustments and help eliminate human error, ensuring that the entire production run matches up perfectly. Press brakes are also able to work with a variety of dies and punches that can produce any number of different shapes and bends in relatively small periods of time. In short, the press brake makes your metalworking operation more precise, flexible and economical.
Using CNC Machines for Precision Bending
Moreover, the series of processes of precision bending was transformed by the use of CNC (Computer Numerical Control) machines that were programmed via computer software. The ability to designate the specifications of each individual bend by the operator allowed for the creation of metal sheets guaranteed to have uniformly consistent bends and significantly quelled material waste.
Bending with shapers would have been very difficult and convoluted, but CNC machines make these deep, precise component-manufacture actions possible without much difficulty or intricacy because the design plan is stored on the computer within the machine. CNC machines constantly manufacture components to an exact standard, which means they are popular in the aerospace, automotive and other sheet-metal fabrication industries.
Further, the very nature of CNC machines is an improvement of productivity. Compared with traditional tools, they require less time and effort for the operator to set up and make adjustments before work. They can also seamlessly switch among their various tasks with minimal downtime once programmed. Through automation, they minimise instances of human errors that could potentially affect production.
In conclusion, CNC machines help metal bending technicians to produce more precise, quicker, and scalable components regarding modern metal manufacturing operations.
How to Achieve the Best Results in Sheet Metal Bending?

To achieve the best results in sheet metal bending, follow these key practices:
- Select the Right Material: Make sure that the metal sheet being bent is appropriate for the process (including the final finished item) and properly chosen – thick enough, good grade and ductile.
- Use Proper Tooling: Use the right punch and die for the appropriate bend radius and angle to minimise defects, and to get it right the first time.
- Accurate Setup: Make sure the bending machine is properly set up, accounting for spring-back, the fact that bent metal tends to spring back slightly to its original form.
- Proper Programming: When specifying for a CNC (computerised numerically controlled) machine, write out the specs and then run the test program to make sure you have the coding right.
- Consistent Maintenance: Keep the machines and machinery and other tools maintained and tune them regularly to use them in steady position.
- Quality Control: Quality of the output can dip if internal processes aren’t up to standards. If you notice that too many of your parts aren’t meeting quality standards, then you know what you need: ramp up the bar-setting, double-checking, and technical follow-up.
- Training and Expertise: Paying attention to making sure the operator knows how to run the equipment and how it might behave differently under thickening and flowing loads.
These practices will further increase accuracy, eliminate waste, and achieve first-quality bends in sheet metal fabrication.
Understanding Bend Angles and Bend Lines
Two important parameters of sheet metal bending are bend angles and bend lines, which directly affect the quality and accuracy of the final part. Bend angle refers to the amount of deflection that the material is bent. In order for a created part to perform the function it was designed for, it is critical that the bend angle is absolutely accurate. For example, the table leg needed to fit into the round hole. Various parameters such as materials, thicknesses and bend radii will influence the bend angle to be accurate and creating the required functional component.
Important are the bend lines as well, to indicate where we want the metal to bend. Placing bend lines in the correct positions on the sheet metal can help to avoid misalignment. Define and position bend lines on the sheet using computer-aided design (CAD) software and other measuring tools.
It is important to be aware of them in order to control them. For every field of bending applications, the techniques and settings will be different, but by maintaining an awareness of bend angles and bend lines, the best results can be returned for sheet-metal fabrication, which is high-precision and high-quality.
When you combine them with the right tooling, setup, quality control, and so on, you can make bent parts much more reliable.
Tips for Preventing Common Bending Errors
- Choose the Right Material and Gauge:
It’s a matter of selecting the right material and thickness for the application – ductility and tensile strengths vary, along with the response to being bent. Check the property charts for the material you’re working with before you start to help you avoid cracks, warping and spring-back.
- Conduct Proper Tooling Maintenance:
Inspect and maintain your bending tools routinely, so as not to sufer from imperfect bends. Over use of misused tools causes an alteration in the shape of tools, which in return, results in inexact bends as well as a difference in product quality. A sharp and new tool therefore provides accurate bending every time.
- Ensure Correct Setup and Alignment:
If your press brake isn’t accurately aligned or your workpiece isn’t positioned properly, those off-center bends or inconsistently angled bends are a recipe for disaster. Ensure setups are accurately checked and, if possible, use alignment tools to ensure that you’ve got your material properly in place before you start bending.
By following these guidelines, you can take steps to mitigate both of the most critical bending errors and ultimately improve the repeatability of your sheet metal fabrication.
The Impact of Material Properties on Metal Bending
Besides having an adequate metal bending machine, as mentioned before, the material property itself will also have a determining effect on the bending behaviour of metal. The vital material properties that affect bending are yield strength, ductility and hardness.
- Yield Strength: The ultimate stress level that a material can endure before it plastically deforms Toughness: higher toughness means that it takes more power (and force) to break a material. Put simply, tougher materials offer improved robustness against crack propagation and extension.
- Ductility: Ductility is the extent to which a material can be permanently deformed plastically before rupture, and is important in metals that need to be bent into specific shapes without cracking or breaking.
- Hardness: Hardness is a measure of resistance to superficial deformation. If fabricated, harder materials might be more difficult to bend and could require higher-durometer tooling of the tool used to form the material.
Once these properties have been understood, a suitable material can be selected for the bend being made, thereby ensuring that the process, from fabrication to assembly, takes place at its most efficient level, yielding the best possible outcome.
Reference sources
- Summary: This online guide delves into the sheet metal bending processes, materials suitable for bending, factors to consider, and design tips for bending sheet metal. It provides practical insights for engineers and manufacturers looking to understand the nuances of sheet metal bending.
- Summary: This resource explores the definition, purpose, and working principles behind sheet metal bending. It explains how applying force to a sheet of metal can produce specific radii, with a focus on using press brakes as a common method to achieve bending in sheet metal fabrication.
- Summary: This source offers insights into the basics of bending sheet metals, highlighting the shaping processes involved and the factors influencing sheet metal bending methods. It serves as a foundational resource for understanding the fundamental aspects of bending sheet metals in various manufacturing applications.
Frequently Asked Questions (FAQs)
Q: What is the purpose of sheet metal bending?
A: Sheet metal bending is used to deform a piece of sheet metal to a desired angle and shape without affecting its volume. This process allows for the creation of complex geometries essential for the manufacturing of various products, such as automotive panels, enclosures, and brackets.
Q: What are the common sheet metal bending techniques?
A: Common sheet metal bending techniques include air bending, bottom bending, rotary bending, and wipe bending. Each technique has its advantages depending on the design requirements and the thickness of the sheet metal.
Q: How does the thickness of the sheet metal affect the bending process?
A: The thickness of the sheet metal significantly impacts the bending force required and the minimum bend radius. Thicker sheets require more force to bend and generally need a larger bend radius to avoid cracking or damaging the material.
Q: What are some design tips for sheet metal bending?
A: Some important design tips for sheet metal bending include maintaining a consistent bend allowance, ensuring that the bend radius is appropriate for the material’s thickness, and avoiding complex bends that may require special tooling. Additionally, it’s crucial to account for the grain direction of the metal and any potential springback.
Q: What is the difference between air bending and bottom bending?
A: Air bending involves pressing the sheet metal part only partially into the die, allowing for more flexibility in achieving different angles with the same tooling. Bottom bending, on the other hand, pushes the metal fully into the die, resulting in more precise bends but requiring specific tooling for each angle.
Q: How do laser cut edges impact the sheet metal bending process?
A: Laser cut edges are typically cleaner and more precise than those cut by mechanical means. This precision helps improve the accuracy and quality of the bends, reducing the likelihood of defects and the need for secondary operations.
Q: What type of metal is often used in sheet metal bending projects?
A: The most common sheet metal used in bending projects includes aluminum, steel (both cold-rolled and stainless), and copper. The choice of metal depends on the application, required strength, corrosion resistance, and formability.
Q: What is the role of CNC bending in modern sheet metal design?
A: CNC bending utilizes computerized numerical control to automate the bending process, ensuring high precision, repeatability, and efficiency. This is especially valuable for complex bends and large production runs, reducing human error and production time.
Q: How does the edge of the sheet influence the bending process?
A: The condition and quality of the sheet edge can impact the bending process, particularly in terms of the material’s ability to withstand bending without cracking. Smooth, clean edges are less likely to develop defects during bending, while rough, irregular edges may lead to issues such as tearing or uneven bends.
Q: What are some common applications of bent sheet metal parts?
A: Bent sheet metal parts are widely used in various industries to create components such as automotive body panels, electrical enclosures, structural frames, and HVAC ductwork. These parts are critical for achieving the desired shapes and functionalities in many sheet metal products.





