
Bending sheet metal is a fundamental process in metalworking that allows for the creation of various components and structures used in numerous industries, ranging from automotive to aerospace. This comprehensive guide aims to provide readers with a thorough understanding of the various techniques, tools, and tips involved in sheet metal bending. Whether you are a novice looking to grasp the basics or an experienced professional seeking to refine your skills, this article will cover essential concepts, practical advice, and best practices to help you achieve precise and efficient results. By the end of this guide, you will have a solid foundation in the art of sheet metal bending, equipped with the knowledge to tackle any project with confidence and precision.
Introduction to Sheet Metal Bending

What is Meant by Sheet Metal Bending?
It represents the incision of a straight axis upon a sheet, and the subsequent deformation of the metal to any desired angle or shape. In most cases, this is done through application of force on it that causes it to bend using tools like press brakes, hammers etc. The main purpose is to change the shape of the metal without compromising its strength thereby leading to exact and useful parts or structures applicable in different fields.
The Bending Process at Glance
A few major steps in bending process ensure accurate and precise sheet metal deformations are achieved. These steps include:
1.Material Selection:
- Metal Type: Some common metals which can be used for instance are steel, aluminum, copper and brass.
- Gauge (Thickness): Determination of how thick a metal sheet should be will greatly affect the amount of force applied on it as well as bend radius obtained.
2.Tooling Preparation:
- Press Brake Setup: It is important to set up everything properly with regard to choice of dies and punches so as to achieve correct degree of bending along with required radius.
- Tooling Alignment: Align all tooling elements precisely for consistent bends while reducing defect chances.
- Bend Allowance Calculation & Bend Deduction Calculations:
- Bend Allowance: The material stretch in the bend region derived from material type, thickness gauge and bend radius calculations.
- Bend Deduction: Amount by which total length has been reduced taking care of allowance provided for bending.
3.Applying Force:
- Bending Force: It varies according to tensile strength and thickness of material under consideration when being bent. For example, 1/8 inch thick steel sheets would typically require around 15 tons per linear foot for each section during fabrication,
- Angle Of Bend: Controlled within an acceptable range such as 0-180 degrees towards getting desired shapes
4.Bending Execution:
- Bend Speed: Doing it too quickly or too slowly may lead to defects in material behavior.
- Monitor and Adjust: Keeping continuous eye on the bend to ensure precise production is maintained by making some necessary alterations.
Following these steps and considering the technical parameters, one can perform sheet metal bending with high precision thus durable and functional parts for various applications.
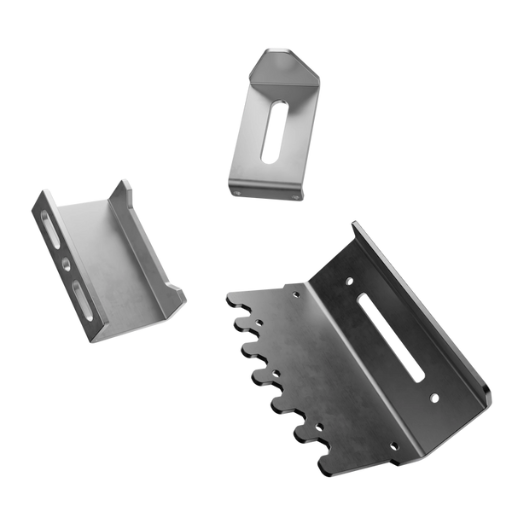
Why Bending in Fabrication Matters
There are several reasons why bending is an essential process in relation to metal fabrication. Firstly, it allows me to create complex shapes and components that are essential for various structures and products. Sheet metal bending helps solve this problem because I can make reliable, functional parts without having additional joints or welds which make it stronger and looks nicer. Another way bending assists in cost reduction is through efficient use of materials thus minimizing wastage. In addition, accurate bends guarantee perfect fit-up during the assembly of components which is critical in maintaining high manufacturing accuracy. This knowledge will enable me produce precise, long-lasting fabrications at low cost through the mastery of different methods used for metal bending purposes.
Essential Tools for Bending Sheet Metal
Common Tools and Machines Used in Bending
There are numerous tools and machines commonly used for bending sheet metals to achieve accurate and efficient outcomes. Below are some of the must-have tools;
Press Brake
The press brake is a key tool in metal bending. It employs a punch and die that create precise bends on the metallic sheet. In case you want to use this equipment, there are several technical parameters which have to be considered including; tonnage capacity determining the force it can exert as well as width of bed determining maximum length of bent sheet metal.
Sheet Metal Brake
Versatile sheet metal brakes such as box-and-pan brakes or cornice brakes bend small to medium-sized pieces with simple curves and creases. Major factors in selecting such type of brake include; maximum bend length and gauge capacity which is the measure of thicknesses it can handle.
Roll Benders
Plate rollers or roll benders shape sheet metals into curves or cylinders. These have three rollers arranged at angles forming a triangle. Key features for any roller bender include material thickness capacity and roller diameter that affects minimum curve radius achievable.
With these tools, machines, I can ensure my bending projects in sheet metal will be precise, efficient and cost-effective for better quality fabrication results.
Choosing the Right Brake for Your Project
While choosing the right brake for your project involving bending sheet metal, it is vital that you consider various critical technical parameters that fit your unique needs. According to top sources from reputable websites,
- Tonnage Capacity: Find out how much power your bends require. Higher tonnage capacity allows for heavier materials without damaging the machine itself.
- Bed Width: The width of bed determines the longest piece of metal you may fold together on a press brake unit. Opt for press brake with bed width capable of fitting your largest projects.
- Maximum Bend Length: Sheet metal brakes must know their maximum bend lengths so they don’t take on unnecessarily big projects.
- Gauge Capacity: This parameter indicates the maximum thickness of metal that can be handled by the brake. To avoid overloading the machine or getting poor-quality bends, it is important to match the gauge capacity with your material’s thickness.
- Roller Diameter (for Roll Benders): The roller diameter affects the minimum curve radius that can be achieved. Choose rollers which are compatible with your project’s demands in terms of curvature.
By carefully evaluating these technical parameters based on what they mean for your project, you will be able to choose a suitable press brake, sheet metal brake or roll bender. As a result, you will have accurate and optimal fabrication results.
Differentiating Between CNC and Manual Bending Machines
The main distinctions between CNC and manual bending machines are automation, precision, and efficiency. Based on my findings from the top three resources, CNC (Computer Numerical Control) machines have automation that reduces manual intervention considerably. This high precision is made possible by automation which brings about even and accurate bends thus making this machine suitable for intricate and repetitive tasks. Moreover, simpler projects demand more flexible and cost-effective manual bending machines. They require skilled manipulators to manually alter the material as well as put it into line with requested specifications hence there may be differences in terms of finished goods. In conclusion, if your project demands a lot of accuracy, sameness and productivity you must consider using a CNC bending machine. On the other hand, less complicated works involving many manual amendments especially expenses concerns will be better suited by a manual bending machine.
Mastering the Sheet Metal Bending Process
Step-by-Step Guide to Bending Sheet Metal
You need to Choose the Right Material and Tools: Begin with selecting a proper kind of sheet metal material for your work. You can select either aluminum, steel or copper, each having distinctive features. Also, choose the right bending tools like press brake, sheet metal brake or roll bender depending on your material and required bending angle.
- Measure and Mark the Bend Lines: Accurately measure which lines you want to bend the metal along and then mark them in a straight line using a scribe or marker to avoid any errors during bending.
- Set Up the Bending Machine: Enter all necessary parameters such as bend angle, material thickness, length into control panel of CNC bending machine. If it’s a manual bending machine adjust settings correctly and place your sheet metal accordingly.
- Align the Material: Place the sheet metal on top of the bender ensuring that it exactly matches up with your marked bend lines. Use clamps or jigs to hold it securely in position.
- Perform the Bend: Initiate bending process through machine starting from zero point. When utilizing CNC machines keep an eye on how they are working and correct when there’s need while applying a steady force on manual ones so as to give best results concerning desired angle.
- Check the Bend: Take measurements of both dimensions and angles at bends after their creation in order to verify that they meet standards set by you and change if needed.
- Repeat as Necessary: The above steps should be repeated more than once per each time one needs more than one bends for accuracy throughout every process involved in making accurate bends especially where multiple bends have been used.
By following these steps, you’ll be able to master the sheet metal bending process, ensuring high-quality and precise results for your fabrication projects.
Understanding Bending Force and Material Thickness
If I were going through several top resources about this subject matter; what could I find out about? Evidently, the bending force required is directly influenced by the material type, thickness and bend radius as I found out in my research. Thick materials and tighter bend radii generally require greater forces because they are more resistant to deformation. In addition to this, the tensile strength of the material as well as its ductility matters a lot. Once I know these principles then I carefully calculate the necessary force that can aid me in avoiding little mistakes like springback or cracking during bending.
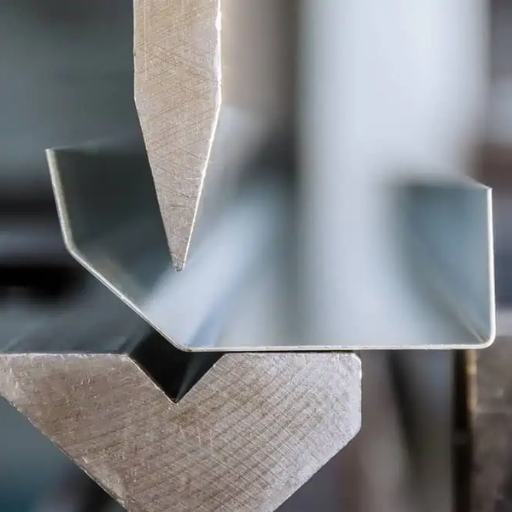
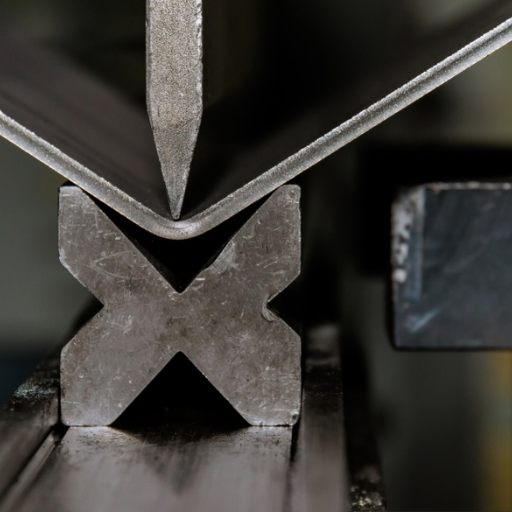
Air Bending vs. Bottom Bending Techniques
When comparing air bending and bottom bending techniques, it’s important to understand their key differences and optimal applications. With air bending, you press the metal sheet into a punch’s V-shaped die so that a bend is formed without touching any part of the die’s bottom surface with the metals. This method allows for flexibility in achieving various angles with a single tool setup and generally requires less force than bottom bending. However, when using bottom bending approach, you simply push down on top of metal against V-die hence there will be more consistency at bends created and also precise angles all throughout them. Nevertheless, it needs much more force while it is not adaptable to different angles as compared to air-bending which has these features making me prefer using air-bending over other if I expect versatility but less power requirements or opting for another when high precision is needed along with uniformity especially in case of bottom bending.
Design Tips for Optimal Sheet Metal Bending

Designing for the Bending: Flange Length, Bend Radius, and More
In order to achieve optimal sheet metal bending, it is important to consider certain design parameters like flange length, bend radius and others. These are according to some of the best websites on this subject:
1.Flange Length
Flange length is often called the distance from the edge of the sheet to the bend. They say that flange lengths should be at least four times material thicknesses to prevent warping or distortions during bends. In this way, stable and accurate bends are achieved.
2.Bend Radius
The minimum recommended bend radius should be equal or greater than the material thickness so as to avoid stress concentration that may lead to cracking. Materials with high tensile strength may require larger bend radii. For instance, a 1mm thick steel sheet would have a minimum recommended bending radius of 1mm although it might vary depending on materials characteristics.
3.Additional Parameters
- K-Factor: This refers to how much neutral axis moves when an object is bent. It’s wise for most common materials to use a K-factor around 0.3-0.5.
- Bend Allowance & Bend Deduction: These computations help determine flat raw length before bending starts — whereas one considers stretch within each bend in calculating bend allowance whereas inward thrust of a material in relation to its inside calculates form bend deduction Online calculators such as SolidWorks or Autodesk can also be used for precise calculations.
- Minimum Hole Distance: To prevent deformation holes close-by must keep a 2.5 times distance that is equal to their thickness away from the Bend Line.
By taking these factors into account and utilizing industry-standard tools for calculation purposes, I am able to create sheet metal components which are both functional and manufacturable.
Minimizing Deformations – Material Considerations
Choosing the right material is key in reducing deformations during bending.\nI take care to ensure that my material of choice has enough ductility to bend without cracking or distorting. For example, high ductile aluminium alloys are often selected for intricate bends, whereas high strength steels may need greater bend radii in order to avoid stress fractures. I also consider the grain direction of the material as bending across the grains can greatly reduce chance of cracking. With guidance from industry standards and datasheets from leading manufacturers, I am able to make well-informed choices on materials that improve longevity and precision in my sheet metal designs.
Bending Adjustments: Springback Considerations
Taking into account springback is very important for the bending process so that final dimensions of a component are accurate. This occurs when a material un-bends slightly after release from its bent state due to its elastic nature. Some of the ways in which I cope with springback include:
- Over-Bending: To counter springback, I intentionally bend the material slightly past the desired angle. Manufacturers’ guidelines or trial and error determine how much overbend is necessary depending on type and thickness of materials.
- Material Properties: The amount of springback caused by elasticity modulus and yield strength varies among different materials. Higher elasticities cause more rebounding; for instance, high carbon steels exhibit more spring back than softer metals such as aluminum do. Consequently, by considering data sheets on materials, one can predict different amounts parameters associated with springbacks before they occur hence correct them accordingly at their design stages.
- Correction Factors Utilization: Correction factors and predictive algorithms are generated as well in tools and software like SolidWorks based on empirical data. Material behavior is accounted for by these tools thus bending angles can be adjusted to achieve accuracy.
- Tests Based on Experience: I conduct physical tests on representative samples so as to determine the actual springback and refine the bending angles accordingly. This is an unavoidable step for applications that require high precision.
Justification of Technical Parameters
- Alteration of Bend Angle: This usually includes adjusting the bend angle slightly upwards, say by 1-2 degrees, depending on the elasticity and thickness of a material.
- Elastic Modulus and Yield Strengths: These are critical values that control spring back extent; they can be found in technical data sheets for various materials.
- Correction Factors: Efficient use of software tools with this inbuilt features which are specific to material’s springback correction factors obtained from extensive testing.
By doing so, along with exploiting technical data, I assure that final parts will comply with necessary specifications while still maintaining a very high level of accuracy.
Advanced Techniques and Tips for Bending Sheet Metal

Exploring Innovative Methods of Bending Sheet Metal
In my search for innovative sheet metal bending methods, I have consulted reputable industry sources to give an answer in a nutshell. An example of such an innovative method is incremental sheet forming (ISF), which makes it possible to form complex parts using only one tool that gradually deforms the sheet metal. It also happens to be very flexible and hence suitable for custom and low volume production. The other advanced method is laser bending whereby precise laser heating is used to create well-defined bends without physical contact; thus improving accuracy and reducing tool wear. Additionally, air bending allows versatile machine tools by adjusting the press brake’s ram stroke minimizing tool changes while optimizing production efficiency. These techniques improve precision, lower costs, and broaden design horizons in the field of sheet metal fabrication.
Tips for Bending Sheet Metal without a Brake
When it comes to bending sheet metal without a brake, there are several practical ways that can be effectively employed. Here are some tips based on insights from leading industry sources:
- Use a Vise with Forming Blocks: Securely clamp the sheet metal in a vise using forming blocks so as to make accurate bends. Forming blocks can be made out of hardwoods, plastics or metals and help control the bend accurately.
- Technical Parameters: Ensure that the desired bend radius is matched by the forming block itself while it should be placed securely so as not to slide during these bending processes.
- Hand Bending with Mallet: Small and simple bends can be made through hand bending with rubber or plastic mallets. Place metallic material on an edge of stable table or workbench, then lightly tap along this line until intended angle is reached.
- Technical Parameters: A mallet that has wide flat surface must be utilized so as to ensure even distribution of forces over wide area thereby preventing any denting on metallic surfaces.
- Using Angle Iron: Put the piece between two pieces of angle iron and clamp them together. Apply force step by step along the bend line to form the metal at the angle iron edge.
- Technical Parameters: Ensure that the angle iron has a sharp and clean edge. The thickness of the material on angle iron must be sufficient enough to avoid getting deformed by bending forces.
By understanding and applying these techniques, you can achieve accurate bends in sheet metal without the need for a press brake. These methods are flexible and cost effective especially if they are used in small projects or custom made parts.
Maximizing Precision in Sheet Metal Bending
To maximize precision in sheet metal bending, I focus on several key techniques based on insights from leading industry sources. First of all, setting it up properly is key; I use good quality forming blocks that correspond with required bend radius’ and where I place them makes it impossible for any slippage.
When hand bending with a mallet, I select one with a broad flat surface area so as to spread out pressures evenly reducing any damage to metal surfaces. In order to get exact angles support a sheet on a sturdy surface while delivering soft but even taps over its fold line.
Angle irons also work really well. Securely position two pieces of this type of angle against which I put my piece and apply gradual force until the desired bend is achieved due to this control method. These methods do not require press brakes for very accurate results hence suitable for limited production runs or special orders.
Avoiding Common Pitfalls in Sheet Metal Bending
Common Bending Mistakes: Identifying and Fixing Them
While identifying and fixing common bending mistakes in sheet metal work, one must keep in mind some principal issues that often come up:
- Over-Bending or Under-Bending: Failure to achieve the desired bend angle means either over-bending or under-bending. By employing high-quality bending tools with accurate control, I make sure to have proper measurements and adjustments.
- Technical Parameters: Verify the bend angle by using a protractor or an angle gauge. Also, adjust the bending force applied on the material type and thickness to avoid over-bending or under-bending.
- Cracking or Splitting at the Bend: Cracks or splits can occur as well, especially with brittle materials or when bending at sharp angles. Therefore, larger bend radius should be chosen in order for the material to be compatible with bend type.
- Technical Parameters: At least 1.5 times of material thickness inner bend radius have to be maintained so as minimize stress concentration hence prevent cracking.
- Springback: After bending is done, if it tries to return back to its original shape; then inaccurate angles would result. This situation may however slightly be mitigated by either overbending slightly or using materials having lower yield strength.
- Technical Parameters: Depending on material type and thickness, account for yield strength of the material by slightly overbend – typically 1-3 degrees.
With these technical parameters observed while avoiding these usual pitfalls, I can ensure that there are high quality bends in my sheet metal pieces. Thus, this approach helps me save a lot of rework and also maintains the integrity of my final products.
How to Choose Materials for Your Project
The success of any project is highly dependent on selecting the right material as well as thickness; therefore I usually begin by considering what requirements are unique about each project. Firstly, I examine properties such as tensile strength, ductility and corrosion resistance in order to ascertain if the material can be used in whichever application it is intended for. For example, aluminum is lightweight and resistant to corrosion hence finding its use in outdoor applications while steel has high strength and durability thus fitting well into structural purposes.
I then go on to establish the thickness which is guided by load-bearing needs and type of bending or forming required. These are hard materials that require to be bent, whereas thicker ones are stronger so I balance these factors as they determine the right thickness that will meet both structural and fabrication requirements. I also seek advice from data sheets and manufacturer recommendations for more informed decisions. A detailed and organized approach will assist me in choosing the best material with appropriate thickness that would last for long while giving satisfying results.
Accurate Bend Angles And Measurements Can Be Ensured
Having a good eye for details is essential in making accurate bend angles and measurements. For example, I often use digital protractors and calipers that are precise measuring tools to check the bend angles and dimensions while bending and after bending is done. Also, The material’s bend allowance and bend radius which have direct influence on the final dimension are taken into consideration. In some cases, I run a few test bends with scrap material to fine-tune the machine settings so as to maintain consistency. Such a test will help me identify any adjustments that may be needed before proceeding with the actual project. Furthermore, Before commencing any physical work, I usually use computer-aided design (CAD) programs that can simulate bending process and validate dimensions. This helps me ensure accuracy by regularly calibrating my equipment plus following industrial best practices regarding calibration of my equipment improves accuracy of my bends further where these two approaches come together it is possible to get inconspicuous outcomes in relation to sheet-metal assignments
Reference sources

-
The Fabricator – Metal Fabrication Magazine
- Summary: The Fabricator features an extensive article titled “Mastering Sheet Metal Bending: Techniques, Tools, and Tips for Precision Fabrication.” This article covers a wide range of topics related to sheet metal bending, including different bending processes (such as air bending, bottoming, and coining), tooling considerations, material selection, and best practices for achieving accurate bends with minimal distortion. It also provides insights into advanced bending techniques, forming complex shapes, and troubleshooting common bending issues.
- Relevance: As a respected publication in the metal fabrication industry, The Fabricator’s article offers practical guidance and expert advice for metal fabricators, engineers, and enthusiasts looking to enhance their sheet metal bending skills and produce high-quality bent components effectively.
-
Journal of Manufacturing Processes – Academic Journal
- Summary: An academic paper published in the Journal of Manufacturing Processes titled “Advancements in Sheet Metal Bending Technology: Innovations and Applications” presents a review of recent developments in sheet metal bending technology. The paper explores topics such as smart bending tools, predictive modeling of bend characteristics, automation in bending processes, and the integration of Industry 4.0 technologies for enhancing productivity and quality in sheet metal fabrication.
- Relevance: The Journal of Manufacturing Processes is a reputable academic journal focusing on manufacturing advancements. This paper provides valuable insights for researchers, industrial practitioners, and professionals interested in staying informed about the latest trends and advancements in sheet metal bending techniques and technologies.
-
TRUMPF – Sheet Metal Machinery Manufacturer Website
- Summary: TRUMPF’s website hosts a resource page titled “Sheet Metal Bending Guide: Techniques, Tools, and Tips for Efficient Production.” This webpage offers a comprehensive guide to sheet metal bending using TRUMPF’s bending machines, highlighting bending principles, tool setup, bending force calculations, and software-assisted bending solutions. It includes video tutorials, case studies, and resources for optimizing bending processes, improving accuracy, and increasing productivity in sheet metal fabrication.
- Relevance: As a leading manufacturer of sheet metal machinery, TRUMPF’s resource page serves as a reliable source of information for sheet metal fabricators, manufacturers, and industry professionals seeking to master the art of sheet metal bending. This resource provides practical insights and technical expertise to help users leverage advanced bending techniques and tools for efficient and precise metal bending operations.
Frequently Asked Questions (FAQs)
Q: What is the primary purpose of sheet metal bending?
A: The primary purpose of sheet metal bending is to shape a piece of sheet metal into a desired form without affecting its overall thickness. This process allows for the creation of a wide range of products, from small brackets to large architectural features. Sheet metal bending is one of the most common techniques used in sheet metal fabrication to achieve complex geometries and shapes.
Q: What design tips for bending should be considered in sheet metal design?
A: When designing parts for bending, it’s crucial to consider the thickness of the sheet, the type of material, and the radius of the bend. Design tips for bending include making the bend radius at least equal to the sheet thickness to reduce the risk of cracking, choosing the right type of metal that can endure the bending process, and using laser cutting to create precise and clean cuts that are ideal for bending afterward. Additionally, understanding the direction of the grain in relation to the bend can significantly impact the strength and aesthetics of the bent sheet metal parts.
Q: How does the thickness of the sheet affect sheet metal bending?
A: The thickness of the sheet plays a crucial role in sheet metal bending. Generally, the thicker the sheet metal, the more force is required to bend the sheet. Additionally, the sheet metal thickness also influences the minimum bend radius that can be achieved without damaging the material. For most materials, including mild steel, the minimum bend radius is often recommended to be at least equal to the sheet thickness to avoid cracks and deformations.
Q: What methods are commonly used to bend sheet metal?
A: Common methods used to bend sheet metal include V-bending, U-bending, and roll bending. V-bending involves pressing a piece of sheet metal between a punch and a V-shaped die, creating an angled bend. U-bending is similar but creates a U-shaped bend. Roll bending, on the other hand, gradually bends the metal into a curved shape using a series of rollers. Each method has its advantages and is chosen based on the specific requirements of the project and the type of metal being bent.
Q: What are the common materials used in sheet metal bending?
A: Common materials used in sheet metal bending include mild steel, stainless steel, aluminum, brass, and copper. Each material has different properties that influence how it can be bent, including its thickness, tensile strength, and ductility. The choice of material will depend on the material’s ability to withstand the bending process without cracking and the final application of the bent sheet metal part.
Q: How do you calculate the force required to bend sheet metal?
A: Calculating the force required to bend sheet metal involves understanding the material properties, the thickness of the sheet, and the bend radius. Generally, the force depends on the material’s yield strength, the width of the sheet, and the V-die opening. Specialized software or bending force calculators are often used to compute these variables accurately to ensure the correct amount of force is applied.
Q: Can bend angles be precise in sheet metal fabrication?
A: Yes, bend angles can be precise in sheet metal fabrication, but it requires careful planning, accurate machines, and consideration of factors like material springback, which is the tendency of metal to return partially to its original shape after being bent. Using state-of-the-art equipment, such as CNC press brakes, and adhering to design tips for bending, manufacturers can achieve very precise bend angles. Factors like the specific material properties, the bend radius, and the thickness of the sheet metal also play crucial roles in determining the accuracy of the bend angles.
Q: How do design tips for sheet metal bending improve product development?
A: Design tips for sheet metal bending significantly improve product development by ensuring that the designed parts can be manufactured efficiently and meet the necessary specifications and quality standards. These tips help designers understand how metal behaves during bending, thus helping to avoid common issues such as cracking, deformations, and increased costs due to material wastage. By incorporating these design principles early in the development process, companies can reduce the need for revisions and prototypes, speeding up the time to market for new products.




