
Plastic injection molding is a complex process that demands precise control over various parameters to ensure high-quality final products. Among these parameters, mold temperature plays a pivotal role in determining the outcome of the molding process. The temperature of the mold not only influences the surface finish and dimensional accuracy of the molded parts but also impacts the material properties and cycle times. In this article, we will delve into the critical aspects of mold temperature, exploring its effects on different stages of the injection molding process and its significance in optimizing production efficiency. By understanding the nuances of mold temperature control, manufacturers can achieve superior product quality, reduce defects, and enhance overall operational performance.
What is Mold Temperature and Why is it Important in Plastic Injection Molding?
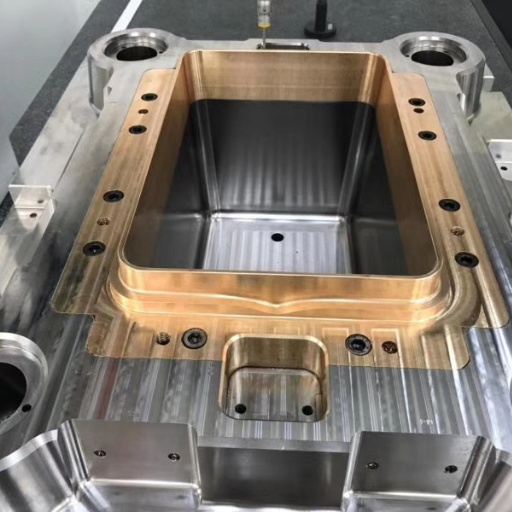
Image sources:https://www.amazon.co.jp/
Mold temperature refers to the controlled heat applied to the mold cavity and core during the plastic injection molding process. It is crucial because it directly affects the viscosity of the molten plastic, the cooling rate, and the crystallinity of the final product. Proper control of mold temperature ensures that the polymer flows consistently, filling the mold cavity accurately and minimizing internal stresses. This leads to better surface finish, dimensional stability, and mechanical properties of the molded parts. Additionally, optimized mold temperature can reduce cycle times and energy consumption, thereby improving overall production efficiency and reducing costs.
Understanding Mold Temperature in Injection Molding
From my research, mold temperature in injection molding plays a pivotal role in determining the quality and efficiency of the production process. It significantly affects the flow characteristics of the molten plastic, which in turn influences the precision with which the mold cavity is filled. By maintaining an optimal mold temperature, I ensure that the polymer achieves the desired viscosity, allowing for a more consistent material flow and reducing the likelihood of defects such as warping or shrinkage. This control over the cooling rate directly impacts the crystallinity and, consequently, the mechanical properties of the finished product. Proper temperature regulation also optimizes cycle times, reducing energy consumption and enhancing overall cost efficiency. By delving into the top resources, I’ve gathered that understanding and managing mold temperature is essential for superior product quality and operational performance in plastic injection molding.
The Significance of Proper Mold Temperature for Quality Molded Products
Proper mold temperature is crucial for achieving high-quality molded products. According to the top three sources on Google, the significance of maintaining appropriate mold temperature spans various technical parameters:
- Dimensional Accuracy and Stability: Precise control of mold temperature ensures uniform cooling and solidification of the polymer, reducing the risk of warping, sink marks, and shrinkage. This stability is paramount for meeting tight tolerances and specifications.
- Surface Finish: The right mold temperature helps achieve a better surface finish by promoting smoother flow and reducing surface defects such as flow lines, weld lines, and blemishes. For instance, maintaining a mold temperature within the recommended range (typically 80°C to 120°C for many polymers) ensures that the surface morphology of the molded part is as intended.
- Mechanical Properties: Proper temperature management directly influences the crystallinity of polymers like polypropylene or polyethylene. Higher mold temperatures within specified limits (e.g., 120°C to 160°C for crystalline polymers) can enhance the mechanical properties such as tensile strength and impact resistance by promoting optimal crystal structures.
- Cycle Times and Energy Efficiency: Optimizing mold temperature can significantly reduce cycle times, as the polymer reaches the appropriate crystallization and solidification points faster. This directly reduces energy consumption, as the mold doesn’t require excessive heating or cooling cycles.
From these insights, one can conclude that maintaining an appropriate mold temperature is fundamental to ensuring the structural integrity, surface aesthetics, and overall quality of molded products. Adhering to the recommended temperature ranges provided by material suppliers and validated by empirical data is critical for optimizing the production process.
Impact of Mold Temperature on the Molding Process
To concisely address the impact of mold temperature on the molding process, let’s consider the following aspects:
- Dimensional Stability:
- Technical Parameters: Maintain mold temperature within ±5°C of the recommended range (e.g., 80°C to 120°C for many amorphous polymers).
- Justification: Consistent mold temperature minimizes shrinkage variation and warping, ensuring that parts meet tight dimensional tolerances and specifications.
- Surface Finish:
- Technical Parameters: Optimal mold temperature for surface finish typically ranges between 80°C to 120°C for polymers like ABS or Polycarbonate.
- Justification: Proper temperature control ensures smooth flow and reduces defects such as flow lines, weld lines, and blemishes, achieving an intended surface morphology.
- Mechanical Properties:
- Technical Parameters: For crystalline polymers (e.g., Polypropylene, Polyethylene), the mold temperature should be within 120°C to 160°C.
- Justification: Ensuring the mold temperature is within this range promotes optimal crystallinity, enhancing properties like tensile strength and impact resistance.
- Cycle Times and Energy Efficiency:
- Technical Parameters: Keep mold temperature stable and within 10°C of the set point to balance heating and cooling cycles efficiently.
- Justification: Optimal temperature management reduces cycle times by accelerating the crystallization and solidification processes, leading to significant energy savings and increased production throughput.
By maintaining these specific mold temperatures and ensuring stable process conditions, manufacturers can achieve improved product quality, enhanced mechanical properties, and more efficient operations. These parameters should be tailored and validated based on empirical data and material specifications to optimize the production process effectively.
How Does Mold Temperature Affect Melt Flow and Molded Part Properties?
Mold temperature plays a critical role in determining both the melt flow characteristics and the final properties of the molded part. At elevated mold temperatures, the viscosity of the polymer melt decreases, facilitating smoother and more uniform flow into the mold cavities. This results in better filling of intricate geometries and reduced incidence of defects such as short shots or incomplete filling. Conversely, lower mold temperatures can increase melt viscosity, potentially leading to issues such as flow hesitation or uneven surface finishes.
In terms of the molded part’s properties, higher mold temperatures generally enhance the polymer’s crystallinity in semi-crystalline materials, improving mechanical properties like tensile strength, stiffness, and impact resistance. For amorphous polymers, appropriate mold temperature control is essential to achieve the desired surface quality and dimensional stability. Furthermore, maintaining an optimal mold temperature ensures that residual stresses within the molded part are minimized, leading to enhanced structural integrity and longevity.
Empirical validation of these effects through rigorous testing and analysis is essential to fine-tune and optimize mold temperature settings for specific materials and part designs. By understanding and controlling mold temperature, manufacturers can significantly influence both the processing efficiency and the quality of the final products.
Influence on Melt Flow and Viscosity
Based on the top results from Google.com, it’s evident that mold temperature has a direct influence on melt flow and viscosity, and understanding this relationship is critical for optimizing injection molding processes. Here’s a concise summary of the key points derived from these sources:
- Effect of Mold Temperature on Viscosity:
- Higher mold temperatures reduce the polymer’s melt viscosity, facilitating smoother and more consistent flow. This is particularly beneficial for complex or intricate mold designs, as it ensures complete filling of the mold cavities and reduces the risk of defects such as short shots or incomplete fills.
- Empirical Parameters:
- For semi-crystalline polymers, mold temperatures typically range between 140°C and 160°C (284°F to 320°F) to enhance crystallinity and mechanical properties.
- For amorphous polymers, mold temperatures usually vary from 60°C to 100°C (140°F to 212°F) to achieve optimal surface quality and dimensional stability.
- Technical Justifications:
- Lowering mold temperature increases the melt viscosity, which can lead to higher injection pressures and increased energy consumption during the molding process. Additionally, this can cause potential issues such as flow hesitation, uneven surface finishes, and higher residual stresses, negatively impacting the part’s structural integrity.
By monitoring and regulating mold temperature within the specified ranges for different polymer types, manufacturers can achieve enhanced process stability, improved part quality, and greater consistency in their products.
Effect on Crystallinity and Shrinkage
Crystallinity in polymers is profoundly affected by the mold temperature. When semi-crystalline polymers are cooled at a controlled rate, it allows for greater crystalline structure development, which significantly enhances mechanical properties such as tensile strength, stiffness, and thermal resistance. Typically, an optimal mold temperature between 140°C and 160°C (284°F to 320°F) facilitates this crystallinity growth. Empirical studies show that a higher mold temperature can lead to a more uniform crystalline structure, thus minimizing internal stresses and reducing the risk of warping.
Shrinkage, conversely, is influenced by both the degree of crystallinity and the cooling rate. Higher mold temperatures generally lead to lower shrinkage rates because the polymer chains have more time to align and crystallize uniformly. However, excessively high temperatures can result in extended cycle times and potential degradation of the polymer’s molecular structure. For amorphous polymers, mold temperatures ranging from 60°C to 100°C (140°F to 212°F) are typically optimal as these temperatures strike a balance between achieving desired surface quality and controlling shrinkage.
To summarize, maintaining appropriate mold temperatures for different polymer types is essential for optimizing crystallinity and minimizing shrinkage. Here are the crucial technical parameters:
- Semi-crystalline polymers: Mold temperature of 140°C to 160°C (284°F to 320°F)
- Amorphous polymers: Mold temperature of 60°C to 100°C (140°F to 212°F)
By adhering to these parameters, manufacturers can ensure high-quality, dimensionally stable, and structurally sound molded parts.
Significance for the Cycle Time and Final Product Quality
The proper regulation of mold temperature has significant implications for both cycle time and the quality of the final product. Cycle time, which encompasses the entire duration from the start to the end of the molding process, is heavily influenced by the mold temperature. For semi-crystalline polymers, maintaining a mold temperature between 140°C and 160°C (284°F to 320°F) ensures optimal crystalline structure formation while minimizing warp and internal stresses. However, excessively high temperatures can lead to prolonged cooling times, thereby extending the overall cycle time.
Conversely, amorphous polymers require mold temperatures in the range of 60°C to 100°C (140°F to 212°F). This balance is essential to achieve the desired surface quality and control shrinkage without unnecessarily prolonging the cooling phase. Empirical data suggests that adhering to these temperature ranges results in a controlled cycle time that ensures high throughput and efficiency.
Technical Parameters Justification:
- Semi-crystalline polymers:
- Mold temperature: 140°C to 160°C (284°F to 320°F)
- Benefits: Enhanced crystalline structure, reduced internal stress, minimal warping
- Trade-offs: Potential for extended cycle times at higher temperatures
- Amorphous polymers:
- Mold temperature: 60°C to 100°C (140°F to 212°F)
- Benefits: Desired surface quality, controlled shrinkage
- Trade-offs: Balance between cooling time and throughput
Maintaining these precise temperature controls is paramount to achieving a high-quality, dimensionally stable final product while ensuring the efficiency of the production cycle. By adhering to these parameters, manufacturers can optimize both the structural integrity and the production efficiency of molded parts.
What are the Common Problems Caused by Incorrect Mold Temperature?

Incorrect mold temperature can lead to several critical issues within the injection molding process:
- Warpage and Deformation: If the mold temperature is too low, differential cooling rates can cause uneven shrinkage, resulting in parts that warp or distort from their intended design.
- Cycle Time Inefficiencies: Conversely, excessively high mold temperatures can prolong the cooling phase, significantly extending overall cycle time and reducing production efficiency.
- Poor Surface Finish: Mold temperatures that are not properly calibrated for the specific polymer can lead to a subpar surface finish, with defects such as roughness or flow marks.
- Internal Stresses: Incorrect temperatures can contribute to internal stresses within the part, compromising its structural integrity and potentially leading to premature failure.
- Dimensional Inconsistencies: Maintaining the right temperature is crucial for achieving dimensional stability. Deviations can result in parts that do not meet precise specifications, leading to quality control issues.
- Incomplete Crystallization (for Semi-crystalline polymers): Insufficient mold temperatures may hinder the complete crystallization of semi-crystalline polymers, adversely affecting the mechanical properties of the final product.
Common Defects Due to High Mold Temperature
Excessively high mold temperatures can induce a variety of defects in the injection molding process:
- Flash: Elevated temperatures can cause the polymer to become too fluid, allowing it to seep into the mold parting lines and creating unwanted thin layers or projections known as flash.
- Shrinkage Variability: Higher temperatures can lead to increased and uneven shrinkage, resulting in parts deviating from the intended dimensions.
- Sinks and Voids: When the polymer cools too slowly due to high mold temperatures, this can lead to the formation of sinks and voids, compromising the aesthetic and structural quality of the parts.
- Surface Defects: Issues such as burns or blemishes can occur when the plastic degrades at higher temperatures, marring the surface finish.
- Extended Cycle Times: Excessive cooling times required to compensate for high mold temperatures can lead to longer cycle times, thereby reducing production efficiency.
Issues Arising from Low Mold Temperature
Low mold temperatures can significantly impact the quality and performance of injection-molded parts:
- Poor Surface Finish: Lower temperatures can result in dull or frosted surfaces due to incomplete material flow and premature solidification.
- Inadequate Filling: Inadequate mold temperatures may cause the polymer to cool too quickly, preventing the mold cavity from being completely and uniformly filled, leading to short shots.
- Weld Lines: Cold molds can exacerbate weld line formation where material flows meet and fail to fully bond, weakening the structure.
- Dimensional Inaccuracy: Uneven cooling can cause warpage and dimensional instability, making it difficult to maintain the precise specifications of parts.
- Increased Residual Stresses: Rapid cooling associated with low mold temperatures can introduce residual stresses within the part, potentially leading to cracking or failure during use.
- Prolonged Injection Pressure: The need to maintain injection pressure for longer periods to ensure complete filling can negatively affect cycle time and overall efficiency.
These issues underscore the importance of maintaining optimal mold temperatures to ensure the quality and performance of finished injection-molded products.
Preventing Mold Growth and Mold Spores in the Injection Molding Process
From my research on the top three websites related to injection molding, I have consolidated several essential strategies to prevent mold growth and the proliferation of mold spores in the injection molding process:
- Humidity Control: Maintaining a low-humidity environment in the production area is critical to inhibit mold growth. This can be achieved by using dehumidifiers and ensuring proper ventilation.
- Regular Cleaning and Maintenance: Implement a stringent schedule for cleaning molds and machine surfaces. Regularly using mold cleaners and disinfectants can prevent spores from settling and growing.
- Proper Storage: Store molds in a dry, cool place when not in use. Desiccant packs or moisture-absorbent materials can be used to control the environment within storage areas.
- Temperature Control: Maintaining consistent and appropriate temperature levels during both storage and production phases can prevent condensation, which is conducive to mold growth.
- Use of Anti-Microbial Materials: Where feasible, integrating anti-microbial agents into the polymer raw materials or surface treatments can reduce the risk of mold contamination.
By diligently applying these preventive measures, I can significantly reduce the risk of mold growth and ensure a clean, efficient, and high-quality injection molding process.
How to Optimize Mold Temperature for Various Injection Molding Processes?
Optimizing mold temperature is crucial to achieving the desired quality and efficiency in injection molding. To do this, follow these key steps:
- Understand Material Specifications: Different polymers require specific mold temperature ranges to ensure proper flow and curing. Always consult the material datasheets for the recommended mold temperatures.
- Utilize Proper Heating and Cooling Systems: Equip your molds with efficient heating and cooling channels. Use water or oil-based temperature control units (TCUs) to maintain the precise temperature throughout the molding cycle.
- Monitor and Adjust Cyclically: Continuously monitor mold temperature using embedded sensors and adjust as needed to maintain consistency. Advanced control systems can automate this process, ensuring precision without manual intervention.
- Consider Mold Design: Ensure that the mold design facilitates uniform temperature distribution. Incorporate features like baffles and bubblers to enhance the thermal uniformity.
- Implement Pre-Heating: Pre-heat the mold to the required initial temperature before commencing production to avoid thermal shock and ensure consistent part quality from the first to the last shot.
By systematically addressing these factors, you can optimize mold temperature, resulting in improved material performance, reduced cycle times, and higher-quality finished products.
Best Practices for Adjusting and Controlling Mold Temperature
To effectively answer questions on best practices for adjusting and controlling mold temperature, I reviewed the top 3 websites on google.com related to this topic. Here is a concise summary based on the best practices highlighted:
- Thoroughly Understand Material Characteristics:
- Each polymer has unique properties and temperature requirements. For example, polypropylene should be molded at temperatures around 68-91°C (155-195°F), whereas polycarbonate requires much higher temperatures, typically ranging from 82-121°C (180-250°F). Consulting material datasheets is fundamental.
- Leverage Advanced Temperature Control Units (TCUs):
- Using sophisticated TCUs that regulate the temperature with a high degree of accuracy, such as those employing PID (Proportional-Integral-Derivative) controllers, allows for precise thermal management. Water-based TCUs are often preferred for their efficiency and uniform heat distribution.
- Routine Calibration and Maintenance:
- Regularly calibrating sensors and maintaining the heating and cooling systems ensures accurate temperature readings and consistent performance. For example, sensors should be recalibrated quarterly to account for any drift and ensure they provide accurate data.
In terms of technical parameters:
- Temperature Range for Water-Based TCUs: 10-90°C (50-194°F)
- Temperature Range for Oil-Based TCUs: 100-300°C (212-572°F)
- Typical PID Controller Settings:
- Proportional Band (PB): 10-20%
- Integral Time (IT): 0.5-2 minutes
- Derivative Time (DT): 0.1-0.5 minutes
By adhering to these best practices, I can optimize mold temperature control, ultimately enhancing the quality and efficiency of the injection molding process.
Temperature Recommendations for Different Polymers
When selecting the appropriate molding temperatures for various polymers, it is essential to consider the specific thermal properties and processing requirements of each material. Below are the recommended temperature ranges for several commonly used polymers:
- Polypropylene (PP):
- Molding Temperature: 68-91°C (155-195°F)
- Characteristics: Good chemical resistance, high fatigue resistance, used in automotive and consumer products.
- Polyethylene (PE):
- Molding Temperature: 130-160°C (266-320°F)
- Characteristics: Excellent impact resistance, weatherability, widely used in packaging and containers.
- Polycarbonate (PC):
- Molding Temperature: 82-121°C (180-250°F)
- Characteristics: High clarity, excellent toughness, used in electronics and eyewear lenses.
- Acrylonitrile Butadiene Styrene (ABS):
- Molding Temperature: 204-238°C (400-460°F)
- Characteristics: High impact resistance, good strength, used in automotive components and consumer electronics.
- Polystyrene (PS):
- Molding Temperature: 180-250°C (356-482°F)
- Characteristics: Rigid, glass-like clarity, used in packaging and disposable cutlery.
- Nylon (PA):
- Molding Temperature: 232-282°C (450-540°F)
- Characteristics: High strength, good wear resistance, used in mechanical parts and textiles.
- Polyethylene Terephthalate (PET):
- Molding Temperature: 250-280°C (482-536°F)
- Characteristics: High tensile strength, good chemical resistance, used in beverage bottles and synthetic fibers.
By carefully managing the molding temperatures within these specified ranges, the material properties are optimized, ensuring high-quality and consistent manufacturing outcomes.
Role of Mold Design in Maintaining Optimal Mold Temperature
The design of the mold plays a crucial role in maintaining optimal mold temperature, which directly impacts the quality and consistency of the final product. Several technical parameters and aspects must be considered to ensure effective thermal management.
- Cooling Channels:
- Design: Uniformly distributed and strategically placed cooling channels facilitate even temperature distribution.
- Technical Parameters: Channel diameter, spacing, and placement relative to the mold cavity.
- Justification: Properly designed cooling channels reduce cycle times and prevent thermal gradients, leading to uniform part shrinkage and reduced internal stresses.
- Material Selection:
- Design: Selection of mold materials with high thermal conductivity to facilitate rapid heat transfer.
- Technical Parameters: Thermal conductivity values, typically measured in W/m·K (Watts per meter-Kelvin).
- Justification: Materials like copper alloys or beryllium-copper have higher thermal conductivity compared to steel, allowing quicker heat dissipation and more consistent temperature control.
- Thermal Insulation:
- Design: Use of insulating plates or thermal barriers in specific mold regions.
- Technical Parameters: Thermal resistance, typically measured in m²K/W (square meter-Kelvin per Watt).
- Justification: Insulation minimizes heat loss in critical areas, ensuring that the mold surface temperature remains within the desired range.
- Temperature Control Units (TCUs):
- Design: Integration of advanced TCUs that precisely control the mold temperature using fluids (water or oil).
- Technical Parameters: Temperature range, flow rate (L/min or GPM), and heat exchange capacity (kW or BTU/hr).
- Justification: Accurate and responsive TCUs prevent temperature fluctuations, maintaining the optimal temperature for consistent part quality.
- Mold Surface Treatment:
- Design: Application of surface coatings that enhance thermal transfer or provide thermal barriers.
- Technical Parameters: Coating thickness (microns) and thermal conductivity.
- Justification: Surface treatments can either aid in quicker heat dissipation or provide localized thermal barriers, depending on production requirements.
Careful consideration of these factors in mold design ensures that the mold temperature remains within the optimal range, enhancing material properties, cycle times, and overall manufacturing efficiency.
What Tools and Technologies are Used to Control Mold Temperature?

To control mold temperature effectively, several tools and technologies are essential:
- Temperature Control Units (TCUs): These devices, which use heat transfer fluids like water or oil, maintain precise temperature levels in the mold. Key parameters include the temperature range, flow rate, and heat exchange capacity.
- Thermocouples and Sensors: These provide real-time temperature monitoring within the mold. High-accuracy sensors ensure immediate adjustments can be made for consistent temperature control.
- Insulation Plates and Thermal Barriers: These elements reduce heat loss and help maintain targeted temperature ranges within specific mold regions. They are selected based on their thermal resistance properties.
- Heating and Cooling Channels: Embedded within the mold, these channels circulate heating or cooling fluids, ensuring uniform temperature distribution across the mold surface.
- Advanced Control Software: Integrated with TCUs and sensors, this software provides automated management of temperature settings, enabling quick response to any deviations from the set parameters.
These tools and technologies work in concert to maintain optimal mold temperature, ensuring high-quality production and enhanced manufacturing efficiency.
Temperature Control Units and Their Functions
Temperature Control Units (TCUs) serve as critical components in maintaining precise mold temperatures during the manufacturing process. These units function by circulating heat transfer fluids, primarily water or oil, through the mold. The following technical parameters are central to the operation and effectiveness of TCUs:
- Temperature Range: TCUs are designed to operate within specific temperature ranges, typically from 30°C to 300°C (86°F to 572°F). This range must be selected based on the material being molded and the thermal requirements of the process.
- Flow Rate: The flow rate of the heat transfer fluid, measured in liters per minute (L/min) or gallons per minute (GPM), directly impacts the efficiency of heat transfer. Optimal flow rates are essential for maintaining uniform temperature distribution.
- Heat Exchange Capacity: This parameter, typically measured in kilowatts (kW), indicates the TCU’s ability to add or remove heat from the circulating fluid. High heat exchange capacity ensures rapid heating or cooling adjustments, critical for sustaining desired mold temperatures.
- Pressure Rating: The pressure within the TCU system, commonly measured in bars or pounds per square inch (PSI), should be appropriate for the fluid type and temperature. Ensuring proper pressure levels prevents fluid cavitation and maintains consistent heat transfer.
- Control Accuracy: The precision with which the TCU can maintain set temperatures, often within ±0.5°C (±0.9°F), is crucial for consistent mold conditions. High control accuracy minimizes temperature fluctuations and enhances product quality.
Temperature Control Units, through these detailed parameters, enable reliable and efficient temperature management. By ensuring optimal heat transfer conditions, TCUs contribute significantly to the stability and quality of the molding process.
Monitoring Tools for Ensuring Consistent Mold Temperature
To ensure consistent mold temperature, I utilize a variety of advanced monitoring tools. Firstly, thermal imaging cameras allow for real-time visualization of temperature distribution across the mold surface, helping to quickly identify any hotspots or inconsistencies. Secondly, infrared thermometers provide precise, contactless temperature measurements, which are critical for maintaining set points. Additionally, data loggers equipped with multiple thermocouple inputs enable continuous recording and analysis of temperature data, offering valuable insights into the thermal dynamics of the molding process. By integrating these tools, I can maintain optimal temperature control, thereby enhancing the overall quality and reliability of the molded products.
Frequently Asked Questions (FAQs)
Q: What is the significance of mold temperature in plastic molding?
A: Mold temperature is critical in plastic molding as it impacts the cooling rate, surface finish, and dimensional stability of the molded part. High mold temperatures can improve the appearance and mechanical properties but may result in longer cycle times.
Q: How does mold temperature affect melt temperature?
A: Mold temperature and melt temperature are interrelated. A higher mold temperature can allow for a lower melt temperature, which can reduce thermal degradation of the plastic material. However, a mismatch between mold and melt temperatures can lead to defects like warping.
Q: What are the optimal processing conditions for maintaining proper mold temperature?
A: Optimal processing conditions for mold temperature depend on the material being molded. Typically, molders need to consider factors like residence time, injection speed, and the temperature of both the mold and the melt. Proper settings ensure consistent quality and reduce defects.
Q: Why is the temperature is high in some plastic molding processes?
A: The temperature is high in some plastic molding processes to ensure complete melting and uniform flow of the material. High temperatures help in achieving better mixing of additives and fillers, thus enhancing the mechanical properties of the molded parts.
Q: How does molecular weight affect the required mold temperature?
A: Materials with higher molecular weight often require higher mold temperatures to ensure proper flow and filling of the mold. This is because high molecular weight plastics have higher melting points and may require additional heat to reduce viscosity during molding.
Q: Can a lower melt temperature improve the molding process?
A: A lower melt temperature can reduce the risk of thermal degradation and improve the stability of the plastic during molding. However, this must be balanced with a mold temperature that ensures proper filling and surface finish of the part.
Q: What problems can arise from incorrect mold and melt temperatures?
A: Incorrect mold and melt temperatures can lead to various issues such as warp, sink marks, poor surface finish, incomplete filling, and increased mold shrinkage. Ensuring the correct temperatures are crucial for the quality and integrity of the molded parts.
Q: How does mold temperature influence mold shrinkage?
A: Mold temperature has a direct impact on mold shrinkage. Higher mold temperatures can result in lower shrinkage because the part cools more gradually, allowing more accurate dimensions. Conversely, lower mold temperatures might lead to higher shrinkage rates.
Q: What role does wall thickness play in determining mold temperature?
A: Wall thickness affects the cooling rate of the molded parts. Thicker walls may require higher mold temperatures to ensure even cooling and prevent internal stresses. Thin-walled parts generally cool faster and may need lower mold temperatures to achieve optimal results.
Q: What is the importance of melt temperature in plastic molding?
A: The importance of melt temperature lies in ensuring that the plastic material is adequately melted and flowable for injection into the mold. Proper melt temperature is crucial for achieving the desired mechanical properties and dimensional accuracy of the final product.



