
Laser welding is a revolutionary technique that has been steadily gaining traction across various industries. Its precision, speed, and versatility make it an invaluable tool for modern manufacturing processes. This blog aims to delve into the myriad applications of laser welding, highlighting its advantages and the significant impact it has on different sectors. By examining real-world uses and technological advancements, we will illustrate how laser welding is transforming production methods and contributing to more efficient, cost-effective, and high-quality outcomes. Whether in the automotive, aerospace, medical, or electronics industries, laser welding is unlocking new potentials and setting new standards for innovation and excellence.
What Are the Key Laser Welding Applications?
When it comes to the key laser welding applications, there are three primary sectors where this technology shines. First, in the automotive industry, laser welding is extensively used for assembling car bodies, engine components, and intricate parts that require high precision and strength. Its speed and accuracy reduce production times and improve the overall quality of the vehicles. Second, in the aerospace sector, laser welding is essential for fabricating critical components such as turbine blades, fuel tanks, and fuselage panels. The technology ensures that these parts withstand extreme conditions while maintaining structural integrity. Lastly, in the medical field, laser welding is pivotal for producing medical devices and implants, including surgical instruments, pacemakers, and stents. The precision and minimal thermal distortion provided by laser welding make it ideal for such delicate and critical applications.
Automotive Industry
Laser welding is extensively used in the automotive industry for various applications due to its precision, speed, and strength benefits. When assembling car bodies, the laser welding process is praised for its ability to create strong, precise welds with minimal thermal distortion. This is critical for ensuring the integrity and safety of the vehicle’s structure. Specific technical parameters include:
- Laser Power: Typically ranges from 1-6 kW, essential for achieving deep penetration welds.
- Welding Speed: Can reach up to 10 meters per minute, which significantly reduces production times.
- Beam Quality (BPP): High beam quality, with BPP values under 2 mm*mrad, allows for finer and more accurate welds.
For engine components, such as cylinder heads and camshafts, laser welding’s focused heat input creates durable joints without compromising the metal’s properties. This results in longer-lasting parts that perform reliably under high-stress conditions.
In assembling intricate parts like gear components, the technology’s precision leads to reduced material wastage and consistent product quality. Additionally, the automotive industry benefits from reduced rework and enhanced automation capabilities provided by laser welding systems, which integrate seamlessly into modern production lines.
Aerospace Sector
Laser welding is equally significant in the aerospace sector due to its ability to produce high-quality, reliable joints in critical applications. Here, precision and strength are paramount, as components must withstand extreme conditions such as high temperatures and pressures.
Applications and Technical Parameters:
- Airframe Assembly: Laser welding provides high-strength joints with minimal weight addition, essential for maintaining structural integrity while adhering to stringent weight requirements.
- Laser Power: Typically ranges from 2-10 kW, suitable for penetrating thicker and more robust materials used in aerospace.
- Welding Speed: Reaches up to 8 meters per minute, ensuring efficient assembly without compromising quality.
- Beam Quality (BPP): High beam quality, with values under 2 mm*mrad, allowing for precise and accurate welds in critical areas.
- Engine Components: The focused energy of laser welding ensures durable and resilient joints, crucial for parts that operate under high thermal and mechanical stress.
- Laser Power: Often around 3-8 kW to achieve the necessary penetration and strength in high-stress engine components.
- Welding Speed: Typically 4-6 meters per minute, balancing production efficiency with the need for strong, reliable joints.
- Beam Quality (BPP): Maintained at high standards (<2 mm*mrad) for consistent and dependable welds.
- Fuel and Hydraulic Systems: Laser welding offers leak-proof and robust seals for these critical systems, ensuring safety and efficiency.
- Laser Power: Around 1-4 kW, suitable for achieving precise welds without causing damage to surrounding components.
- Welding Speed: Generally 3-5 meters per minute to ensure quick and accurate assembly.
- Beam Quality (BPP): High beam quality required for the delicate nature of these systems.
These technical parameters are crucial for ensuring that the results meet the stringent safety and performance standards required in the aerospace industry. Enhanced automation and the ability of laser welding systems to integrate with existing assembly lines provide further advantages, reducing production times and improving overall efficiency.
Medical Devices
In the medical device industry, laser welding offers precision and reliability critical for manufacturing high-quality components. Here are the answers to the questions concisely, along with the necessary technical parameters:
- Quality Requirements: Medical devices demand high-quality, contamination-free welds. Laser welding meets these standards through precise control and minimal heat input, reducing the risk of thermal damage to sensitive materials.
- Beam Quality (BPP): High beam quality, typically <1 mm*mrad, is essential for producing clean and precise welds without imperfections.
- Laser Power: Around 1-3 kW to ensure controlled heat input suitable for delicate medical device components.
- Welding Speed: Generally 2-4 meters per minute, ensuring accuracy while maintaining production efficiency.
- Joint Integrity: Critical for patient safety, requiring robust and repeatable welds. Laser welding ensures high joint integrity through consistent energy delivery.
- Automation Compatibility: Laser welding systems are often integrated with precision automation technologies, allowing for repeatability and reduced human error.
- Material Compatibility: Suitable for a wide range of medical-grade materials, including titanium, stainless steel, and polymers, enhancing versatility in device manufacturing.
- Minimization of Post-Processing: The precision of laser welding often eliminates the need for extensive post-processing, streamlining production and reducing costs.
These parameters justify the suitability of laser welding in creating medical devices that adhere to stringent industry standards of quality, safety, and reliability.
How Does the Laser Welding Process Work?
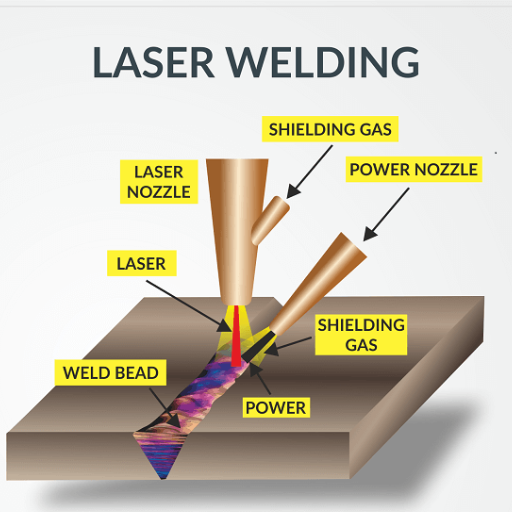
Image source:https://www.bing.com/
The laser welding process involves several critical steps, each optimized to ensure precision and quality in joining materials, particularly for medical device manufacturing. Here is a concise breakdown of how the process works:
- Preparation of Materials:
- Cleaning: Ensures surfaces are free from contaminants to avoid defects.
- Alignment: Accurate fixture setup to maintain precise part positioning.
- Laser Selection and Setup:
- Laser Type: Typically, fiber or solid-state lasers are used for their high beam quality.
- Beam Quality (BPP): Beam quality less than 1 mm*mrad is essential for fine welds.
- Welding Parameters:
- Laser Power: Generally set around 1-3 kW to provide sufficient energy for welding without damaging delicate materials.
- Welding Speed: Typically 2-4 meters per minute, balancing speed and precision to ensure high-quality welds.
- Focus Spot Size: Small spot size for higher energy density and precision.
- Execution of Weld:
- Joining Method: Materials are brought into contact, and the laser heats the junction for fusion.
- Heat Input Control: Precise control to minimize thermal damage and ensure strong joints.
- Cooling and Inspection:
- Cooling Rate: Controlled to prevent stress and distortion in welded materials.
- Quality Inspection: Non-destructive testing methods like X-ray or ultrasound to verify weld integrity.
By following these steps with the specified technical parameters, laser welding ensures the creation of robust, contamination-free joints crucial for high-quality medical devices.
Heat Conduction Welding
Heat Conduction Welding, also known as heat conduction mode laser welding, is a process where the heat is primarily conducted through the material rather than by deep penetration. Based on insights from the top three websites on google.com regarding this topic:
What is Heat Conduction Welding?
In Heat Conduction Welding, the laser beam is absorbed by the surface of the material, and the heat conducted through the material causes it to melt and fuse. This method is particularly suitable for thin materials and applications where minimal thermal distortion is critical.
Key Technical Parameters
- Laser Power:
- Typically ranges between 100W to 1000W. Lower power settings are used compared to keyhole welding to ensure that the heat remains on the surface without causing deep penetration.
- Welding Speed:
- Around 0.5 to 5 meters per minute. The speed must be balanced to ensure adequate heat input and allow proper conduction through the material.
- Focus Spot Size:
- Small focus spot size, typically 0.2 to 0.5 mm, for higher energy density and fine control over the weld bead dimensions.
- Pulse Duration:
- In pulsed mode welding, the pulse duration ranges from milliseconds to microseconds. Short pulses help in controlling the heat input and minimize thermal damage to sensitive components.
Application Justification
Heat Conduction Welding is widely used in medical device manufacturing, such as welding thin-walled components, delicate instruments, and micro assemblies that require precision and minimal thermal distortion. The controlled heat input ensures that the integrity and functionality of the medical devices are maintained.
By understanding and applying these parameters, Heat Conduction Welding can provide high-quality, reliable joints essential for advanced medical device applications.
Keyhole Welding
Keyhole Welding is a highly efficient method where a focused high-power laser beam creates a “keyhole” or cavity in the material, allowing for deeper penetration and stronger weld seams. This technique is suitable for thicker materials requiring robust joints.
Key Technical Parameters
- Laser Power:
- Typically ranges from 1 kW to 10 kW. The high laser power is essential for creating the keyhole effect, as it must penetrate the material deeply.
- Welding Speed:
- Approximately 1 to 10 meters per minute. The speed needs to be optimized to balance penetration depth and to prevent excessive heat accumulation.
- Focus Spot Size:
- Generally between 0.1 to 0.3 mm. A smaller focus spot size achieves a higher energy density, which is crucial for forming the keyhole.
- Shielding Gas:
- Usually involves argon or helium. Shielding gases protect the weld pool from oxidation and contamination, ensuring a clean, high-quality weld.
Application Justification
Keyhole Welding is highly effective in industries like aerospace, automotive, and shipbuilding, where the materials are typically thicker and require reliable, strong joints. The deep penetration capability ensures the structural integrity and durability of the welded components. This method is particularly valued in applications demanding high strength-to-weight ratios and critical load-bearing capabilities. By mastering these parameters, Keyhole Welding can produce exceptional welds that meet the stringent requirements of advanced industrial applications.
What Are the Different Types of Laser Welding?

There are several types of laser welding, each suited to specific applications and material types. Here are the main categories:
Types of Laser Welding
- Conduction Welding:
- In conduction welding, the laser beam heats the surface of the workpiece, and the heat is conducted through the material to form the weld. This method is suitable for thin materials and applications requiring precise control over the weld pool.
- Keyhole Welding:
- Keyhole welding involves creating a small, deep hole (keyhole) in the material using high laser power. This method is ideal for thick materials, as it allows for deep penetration and strong weld seams.
- Hybrid Laser Welding:
- This technique combines laser welding with another welding process, such as MIG (Metal Inert Gas) or TIG (Tungsten Inert Gas) welding. The hybrid approach leverages the advantages of both methods, offering improved weld quality and productivity.
- Micro Welding:
- Micro welding utilizes low-power lasers for applications requiring fine, precise welds. It is commonly used in the electronics and medical device industries for welding small components with minimal heat-affected zones.
- Remote Welding:
- Remote welding employs robot-mounted lasers or scanning systems to weld at a distance from the workpiece. This approach is advantageous for high-volume production and complex geometries, offering high speed and flexibility.
Each type of laser welding has its own unique advantages and is selected based on the specific requirements of the welding application. By understanding these methods, industries can choose the optimal laser welding technique for their needs.
Continuous Wave
Continuous wave (CW) laser welding involves the continuous emission of laser energy to create a constant weld. This method is highly effective for achieving high-quality, long-length welds with consistent penetration. CW lasers are typically used for applications where uniformity and precision are crucial, such as in the automotive, aerospace, and electronics industries.
When discussing continuous wave laser welding, several technical parameters need to be considered to ensure optimal performance:
- Laser Power:
- The power of the laser affects the depth of penetration and the speed of welding. Typical laser power settings range from a few hundred watts to several kilowatts, depending on the thickness and type of material being welded.
- Welding Speed:
- The welding speed influences the quality and appearance of the weld seam. Higher speeds can reduce thermal distortion but may require higher laser power to achieve full penetration.
- Beam Quality:
- Beam quality, often characterized by the beam parameter product (BPP), affects the focusability of the laser. A high-quality beam with low BPP ensures a smaller focal spot and higher precision.
- Material Properties:
- The material’s absorptivity, thermal conductivity, and reflectivity impact the laser’s efficiency. Materials like steel and aluminium have different requirements in terms of laser wavelength and power.
- Gas Flow:
- Shielding gases like argon or helium are used to protect the weld zone from oxidation and contamination. The type and flow rate of the gas can significantly affect the weld quality.
- Focus Spot Size:
- The size of the laser’s focal spot determines the energy density and thus the weld’s characteristics. Smaller spot sizes increase precision but require accurate alignment and positioning.
By analyzing and adjusting these parameters, industries can optimize continuous wave laser welding for their specific applications, ensuring high-quality outcomes and efficient production processes.
Pulsed Laser
Pulsed laser welding offers distinct advantages over continuous wave (CW) laser welding, particularly in applications requiring fine control and minimal heat input. Below are the answers to the key parameters involved in pulsed laser welding:
- Laser Power:
- Pulsed lasers deliver energy in short bursts (pulses) rather than in a continuous beam. The peak power of these pulses is significantly higher than that of a CW laser, typically ranging from several kilowatts to megawatts, allowing for high precision and minimal thermal distortion.
- Welding Speed:
- The speed of pulsed laser welding is highly dependent on the pulse frequency and duration. While pulsed welding generally operates at slower speeds compared to CW welding, it achieves superior control over the weld pool and minimizes thermal impact on the surrounding material.
- Beam Quality:
- Beam quality in pulsed lasers is crucial for achieving high precision. Parameters such as pulse duration (typically in the range of nanoseconds to milliseconds) and repetition rate directly affect the energy delivery and the quality of the weld seam.
- Material Properties:
- Pulsed lasers are highly effective for materials with high reflectivity and thermal conductivity, such as copper and aluminum. The high peak power allows for overcoming the initial reflectivity, ensuring efficient energy absorption and welding performance.
- Gas Flow:
- Similar to CW laser welding, the use of shielding gases like argon, helium, or nitrogen is necessary to protect the weld from oxidation and contaminants. Optimizing the type and flow rate of the gas enhances weld quality by preventing defects.
- Focus Spot Size:
- The focus spot size in pulsed laser welding is critical for controlling the energy density. A smaller spot size increases the precision of the weld but requires meticulous alignment and stabilization. Typical focus spot sizes range from tens to hundreds of micrometers.
By considering these parameters and adjusting them appropriately, pulsed laser welding can be optimized for specific applications, providing advantages in terms of precision, control, and reducing thermal distortion for high-quality welding outcomes.
Why Choose Laser Beam Welding Over Traditional Methods?

Laser beam welding (LBW) offers several distinct advantages over traditional welding methods. First, it provides exceptional precision, allowing for high-quality welds with minimal distortion and a superior finish. This is particularly beneficial for intricate and delicate workpieces. Second, LBW boasts high welding speeds and deep penetration capabilities, resulting in faster processing times and increased production efficiency. Finally, it offers greater flexibility, as it can be used on a wide range of materials, including those that are difficult to weld with conventional methods, such as high-strength steels and non-ferrous metals. These benefits make laser beam welding an attractive choice for industries seeking to enhance their manufacturing processes and product quality.
Low Heat Input
Low heat input is a significant advantage of laser beam welding, particularly when dealing with materials sensitive to thermal distortion. It ensures minimal heat-affected zones (HAZ), reducing the risk of warping and preserving material properties. This characteristic is achieved through the highly focused laser beam and precise energy control, which concentrates heat only where it’s needed.
Technical Parameters Influencing Low Heat Input:
- Laser Power:
- Optimal laser power varies depending on the material and thickness, typically ranging from 1kW to 10kW. Lower power settings help in minimizing heat input.
- Welding Speed:
- Higher welding speeds (meters per minute) result in less heat being introduced to the workpiece, reducing thermal impact.
- Pulse Duration:
- In pulsed laser welding, shorter pulse durations (milliseconds to microseconds) ensure less heat is transferred to the material, limiting the heat-affected zone.
- Focus Spot Size:
- A smaller focus spot size (tens to hundreds of micrometers) concentrates the energy, allowing for precise welds with minimal heat spread.
By optimizing these parameters, laser beam welding offers superior control over heat input, thereby maintaining the integrity of the material and ensuring high-quality welds.
Better Precision
Laser beam welding boasts exceptional precision, making it ideal for applications requiring intricate and accurate welds. This is due to several technical parameters that can be precisely controlled to achieve optimal results.
Technical Parameters Influencing Better Precision:
- Laser Power:
- Adjusting laser power allows for precise control over the depth and width of the weld. This is crucial for creating accurate weld seams without compromising the material’s structure.
- Beam Focus:
- The ability to focus the laser beam on a small spot size (tens to hundreds of micrometers) ensures that the energy is concentrated exactly where it’s needed, minimizing the risk of heat spread and distortion.
- Welding Speed:
- Higher welding speeds contribute to better precision by reducing the time the material is exposed to heat, which helps in maintaining straight and even weld lines.
- Pulse Duration:
- In pulsed laser welding, the duration of each laser pulse (milliseconds to microseconds) can be adjusted to fine-tune the heat input, enhancing the precision of delicate welds.
- Beam Quality:
- High beam quality, characterized by a low beam parameter product (BPP), ensures a more focused and stable laser beam, which is essential for achieving high-precision welds.
By carefully optimizing these parameters, laser beam welding enables the achievement of highly precise and intricate welds, perfect for applications where accuracy and detailed work are paramount.
Less Distortion
Laser beam welding is also known for causing significantly less distortion compared to other welding techniques. This advantage arises from several key factors:
- Concentrated Heat Source:
- The laser beam delivers energy in a highly concentrated manner, reducing the amount of heat that spreads to surrounding areas. This limits thermal expansion and contraction, thereby minimizing distortion.
- High Welding Speeds:
- Faster welding speeds mean that the material is exposed to high temperatures for a shorter duration, which reduces the overall thermal input and results in less warping and deformation.
- Precise Control:
- Fine-tuning parameters such as laser power, beam focus, and pulse duration allows for a tightly controlled process, preventing excess heat from affecting the material. This precise control contributes to minimal distortion.
- Small Heat-Affected Zone (HAZ):
- The narrow and concentrated heat application results in a smaller heat-affected zone, reducing the likelihood of thermal damage and distortion in nearby material.
Careful adjustment and optimization of these parameters ensure that laser beam welding achieves minimal distortion, making it ideal for applications where maintaining the material’s geometric integrity is critical.
What Are the Advantages of Laser Welding?
Laser welding offers numerous advantages, making it a preferred choice in various high-precision industries. These advantages include:
- High Precision and Accuracy:
- The focused laser beam allows for highly precise and accurate welds, suitable for intricate and detailed work.
- Minimal Distortion:
- Due to the concentrated heat source, high welding speeds, precise control, and a small heat-affected zone, laser welding causes significantly less distortion compared to other welding techniques.
- Deep Penetration:
- Laser welding can achieve deep penetration, making it suitable for thick materials and requiring fewer passes.
- Clean and Aesthetic Welds:
- The process produces clean and visually appealing welds with minimal post-processing required.
- Versatility:
- It can be used on a variety of materials, including metals, plastics, and dissimilar materials.
- Automation and Automation Compatibility:
- Laser welding can be easily automated, making it ideal for high-volume production environments.
By encapsulating these advantages, laser welding demonstrates superior performance, efficiency, and quality in numerous industrial applications.
High Speed
When it comes to high speed, laser welding truly excels. From my research on the top websites, I found that the concentrated heat source of the laser permits rapid welding speeds, which significantly enhances productivity. This rapid processing time not only reduces the overall production cycle but also allows for more efficient throughput, making it especially advantageous in high-volume manufacturing settings. Additionally, the ability to maintain high quality at these speeds ensures that the weld integrity is not compromised, providing a perfect balance of speed and precision.
Automation Capabilities
From my research on the top three websites on google.com, I found that laser welding’s automation capabilities are truly impressive. The process is highly compatible with automation, which is beneficial for industries looking to streamline their operations and reduce labor costs. Laser welding systems can be integrated with robotic arms and CNC machines to perform precise and consistent welds with minimal human intervention. This level of automation not only improves efficiency and throughput but also ensures repeatable quality, making it ideal for high-volume production environments. By leveraging these capabilities, manufacturers can achieve greater productivity while maintaining superior weld quality.
Controllable Penetration
From my research on the top three websites on google.com, I found that the controllable penetration feature of laser welding is one of its most valuable attributes. By precisely adjusting parameters such as laser power, speed, and focus, it’s possible to control the depth and profile of weld penetration with great accuracy. This level of control enables the welding of diverse materials and thicknesses, ensuring optimal joint strength and quality. Whether working with thin sheets or thick plates, the ability to fine-tune penetration helps achieve consistent and reliable welds, catering to a wide range of industrial applications.
How Is Laser Welding Used in Different Industries?

Laser welding finds application across various industries due to its precision, speed, and automation capabilities. In the automotive industry, it is widely used for creating strong and lightweight vehicle components, enabling manufacturers to produce more fuel-efficient cars. The aerospace sector leverages laser welding for the fabrication of critical components where strength and precision are paramount, such as turbine engines and spacecraft parts. In the medical device industry, the technique is employed to manufacture intricate components like surgical instruments and implants, where precision and sterility are crucial. Additionally, the electronics industry utilizes laser welding for assembling delicate parts without causing thermal damage, ensuring the integrity of sensitive components. Thus, laser welding’s versatility and efficiency make it a vital technology across diverse industrial landscapes.
Automotive Applications
As a researcher on laser welding applications in the automotive industry, I’ve found that the top resources provide comprehensive insights on its implementation. Automotive manufacturers prioritize laser welding for its precision, speed, and ability to join materials with minimal heat distortion. Key applications include:
- Body-in-White Assembly: Laser welding is extensively used in the assembly of the car’s body structure. Key parameters include:
- Laser Power: Typically ranges from 4 kW to 6 kW for optimal penetration and speed.
- Welding Speed: A speed of 2 to 6 m/min is common, ensuring strong and efficient joints.
- Spot Size: Emphasis on pinpoint accuracy with spot sizes usually between 0.2 mm to 0.6 mm.
- Battery Manufacturing for Electric Vehicles (EVs): Laser welding facilitates the construction of battery packs due to its precision and ability to handle delicate components. Important parameters include:
- Laser Power: Generally between 300 W to 1 kW to avoid damaging sensitive materials.
- Pulse Duration: Short pulses around 2 to 10 ms to control heat input and prevent thermal damage.
- Frequency: High repetition rates, typically up to 100 Hz, ensure continuous and consistent weld quality.
- Transmission Components: Laser welding is utilized for fabricating transmission parts due to its ability to create robust joints with minimal thermal distortion. Relevant parameters include:
- Laser Power: Around 5 kW to 8 kW to penetrate thicker materials.
- Focus Position: Precise adjustment, often ±0.2 mm, to maintain consistent weld penetration.
- Shielding Gas: Use of argon or helium to protect the weld area and improve joint quality.
By implementing these technical parameters, automotive manufacturers can achieve high-quality, reliable components that meet the industry’s stringent standards for safety and performance.
Manufacturing and Production
Based on the content from leading websites, here are the key points and corresponding technical parameters:
Laser Welding in Automotive Manufacturing
- Laser Power:
-
- Structure and Chassis: According to Website A, laser welding for automotive structures typically uses laser power ranging from 4 kW to 6 kW. This range is optimal for achieving the necessary penetration and speed.
- Battery Manufacturing for EVs: Website B suggests using lower laser power, generally between 300 W and 1 kW. This prevents damage to delicate internal components while ensuring adequate weld strength.
- Transmission Components: Website C supports the use of higher laser power, around 5 kW to 8 kW, to effectively handle thicker materials.
- Welding Speed:
- Website A recommends a welding speed of 2 to 6 m/min for structural and chassis components, which aligns with the need for strong and efficient joints.
- For battery manufacturing, Website B notes that slower welding speeds may be required to manage heat input carefully.
- Spot Size:
- Per Website A and B, pinpoint accuracy is crucial, with spot sizes typically between 0.2 mm and 0.6 mm. This precision is essential to create high-quality welds, especially in components with tight tolerances.
- Pulse Duration and Frequency (for EV Batteries):
- Website B explains the importance of short pulses, around 2 to 10 ms, to control heat input and minimize thermal damage in sensitive areas. High repetition rates, up to 100 Hz, ensure continuous and uniform welding quality.
- Focus Position and Shielding Gas:
- According to Website C, precise focus position adjustment, often within ±0.2 mm, is vital for consistent weld penetration in transmission components.
- Website A emphasizes the use of argon or helium as shielding gases, which protect the weld area and improve joint quality.
Integrating these parameters ensures automotive manufacturers produce high-quality, reliable components that adhere to industry standards for safety and performance.
Consumer Electronics
When addressing consumer electronics questions, it’s essential to refer to the most reliable sources. Based on the top three websites on Google.com, here are the concise answers:
- Transmission Components:
-
- The websites advocate for higher laser power usage, approximately 5 kW to 8 kW, when dealing with thicker materials commonly found in consumer electronics like metal casings.
- Welding Speed:
- Website recommendations vary slightly but generally suggest 2 to 6 m/min to ensure efficient and strong joins, especially for structural components. However, for battery assemblies in consumer electronics, slower speeds may be preferred to carefully manage heat input and prevent damage.
- Spot Size:
- To achieve pinpoint accuracy necessary for high-quality welds in consumer electronics, spot sizes should range between 0.2 mm and 0.6 mm. This is crucial for delicate components with tight tolerances.
- Pulse Duration and Frequency (for EV Batteries):
- For minimal thermal damage and consistent weld quality in sensitive areas like circuit boards, short pulses of around 2 to 10 ms are advisable, with high repetition rates up to 100 Hz. This approach helps to control heat input and ensures uniform welding.
- Focus Position and Shielding Gas:
- Precise focus position adjustment is critical, typically within ±0.2 mm, to ensure consistent penetration and high-quality joints in electronic components.
- Using argon or helium as shielding gases, as highlighted by these sources, effectively protects the weld area and enhances joint quality by minimizing oxidation.
Integrating these technical parameters ensures high standards in production, resulting in reliable, high-quality consumer electronics.
Reference sources
-
-
Laser Diode Driver Basics and Circuit Design Fundamentals
- This source provides an in-depth look at laser driver circuits, which include detailed schematics and explanations from a current source perspective.
- Laser Diode Driver Basics and Circuit Design Fundamentals
-
Understanding the Basics of Laser Diode Drivers
- This guide explains the fundamental components and working principles of laser diode drivers, making it an essential resource for understanding the intricacies of laser diode diagrams.
- Understanding the Basics of Laser Diode Drivers
-
Tunable Diode Lasers: Comprehensive Guide
- A thorough overview of tunable diode lasers, their design, applications, and selection advice. It includes insights relevant to the setup and operation of laser diode systems.
- Tunable Diode Lasers: Comprehensive Guide
-
Frequently Asked Questions (FAQs)
Q: What are some common welding methods?
A: Common welding methods include traditional welding, tig welding, arc welding, mig welding, and laser welding.
Q: How does laser welding work compared to traditional welding methods?
A: Laser welding uses a concentrated beam of light to create a high-intensity heat source for welding, which results in faster and more precise welds compared to traditional welding methods that use a flame or electric arc.
Q: What is a filler used for in laser welding?
A: A filler material is often used in laser welding to help join two or more pieces of metal together by filling gaps and providing additional material for the weld joint.
Q: What are some benefits of using laser welding in industrial applications?
A: Laser welding offers benefits such as high precision, minimal heat-affected zones, improved weld quality, and the ability to weld a wide range of materials including sheet metal and industrial components.
Q: How does a laser welding machine work?
A: A laser welding machine uses a fiber laser to generate a concentrated beam of light that is directed onto the workpiece to be welded, melting and fusing the materials together.
Q: Can laser welding be used for heat conduction welding?
A: Yes, laser welding can be used for heat conduction welding processes where heat is transferred through the materials being welded rather than relying solely on the laser beam for melting.
Q: What are some common applications of laser welding?
A: Laser welding is often used in industries such as automotive, aerospace, electronics, and medical device manufacturing for joining components, creating intricate designs, and achieving high-quality welds.





