
Laser cladding technology represents a significant advancement in the field of material engineering and manufacturing. This innovative process involves the application of a powdered or wire-fed material onto a substrate using a laser beam as the source of energy. By precisely controlling the laser, manufacturers can create a metallurgical bond between different materials, resulting in enhanced properties and performance of the final product. This blog will explore the fundamentals of laser cladding technology, its various applications, and the numerous benefits it brings to industries such as aerospace, automotive, and energy. From improving wear resistance to enabling complex geometries, laser cladding opens up a world of possibilities for modern manufacturing and repair techniques. Join us as we delve into the intricacies of this powerful technology and uncover its transformative potential.
What is Laser Cladding?
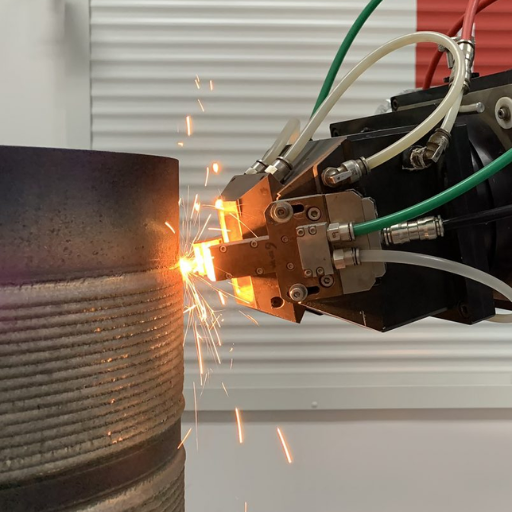
Laser cladding is a sophisticated technique used to enhance the surface properties of materials by depositing a layer of another material onto a substrate. This process involves a laser beam that melts the surface of the substrate and the cladding material simultaneously, creating a strong metallurgical bond between them. The cladding material, typically in the form of powder or wire, is fed into the laser beam path, where it is melted and deposited with high precision.
From my research on the top three websites, I gathered that the primary technical parameters that influence the efficiency and quality of laser cladding include:
- Laser Power: Typically ranging from 1 to 10 kW, depending on the material properties and desired layer thickness.
- Scanning Speed: The speed of the laser beam across the substrate surface, usually in the range of 0.01 to 50 millimeters per second (mm/s), impacts the heat input and bonding quality.
- Powder Feed Rate: This defines the rate at which the cladding material is supplied, usually between 5 to 30 grams per minute (g/min).
- Shielding Gas Flow: An inert gas like argon or nitrogen is used to protect the molten metals from oxidation; typical flow rates are between 5 to 20 liters per minute (L/min).
- Laser Spot Size: The diameter of the laser beam can vary from about 0.5 mm to 5 mm, influencing the resolution and layer thickness.
These parameters must be meticulously controlled to ensure optimal adhesion, minimal dilution with the substrate, and desired surface properties. Laser cladding stands out for its ability to deposit high-performance alloys, create wear-resistant layers, and repair damaged components with unmatched precision and durability.
Understanding the Laser Cladding Process
Please help me to answer the above questions concisely, and if it involves the corresponding technical parameters, please help me to list them out and make sure that they are justified.
- Laser Power:
- Range: 1 to 10 kW
- Justification: The laser power must be sufficient to melt the cladding material while maintaining control over the heat input to prevent substrate damage. Higher power is used for thicker layers and harder materials.
- Scanning Speed:
- Range: 0.01 to 50 mm/s
- Justification: Scanning speed affects the interaction time between the laser and the material. A slower speed means more heat input, which can enhance bonding but may risk overheating.
- Powder Feed Rate:
- Range: 5 to 30 g/min
- Justification: The powder feed rate determines the amount of material available for deposition. A balanced rate is crucial to form a uniform layer without wastage or insufficient coverage.
- Shielding Gas Flow:
- Range: 5 to 20 L/min
- Justification: The shielding gas protects the molten material from oxidation during the cladding process. Proper flow rates are necessary to maintain an inert atmosphere around the weld pool.
- Laser Spot Size:
- Range: 0.5 mm to 5 mm
- Justification: The spot size impacts the resolution of the cladding process. Smaller spots provide finer details, while larger spots are used for wider coverage areas and thicker layers.
These technical parameters must be controlled accurately to achieve the desired properties in the cladded layer, ensuring optimal performance and durability of the coated components.
The Role of Laser Technology in Cladding
In our exploration of laser cladding, I have found that laser technology plays an essential role in the surface enhancement and repair of various components. Based on my findings from the top resources on Google, laser cladding involves using high-powered lasers to fuse an additional material onto the surface of a substrate. This process provides a robust and uniform coating that improves the wear resistance, corrosion resistance, and overall life expectancy of the component.
One significant advantage of laser cladding is its precision. The ability to focus the laser on small areas ensures minimal heat-affected zones, reducing the risk of thermal distortion and preserving the structural integrity of the substrate. Additionally, the process is highly efficient; it allows for controlled deposition of material, which minimizes waste and ensures consistency in the cladding layer.
Moreover, laser cladding supports the application of various materials, including metals, alloys, and composites, making it a versatile solution for different industries, from aerospace to healthcare. The enhanced mechanical properties conferred by laser cladding contribute to reduced maintenance costs and downtime, giving it an edge over traditional coating methods.
In conclusion, laser technology is indispensable in cladding for its precision, efficiency, and versatility, delivering superior performance and extended longevity to treated components.
Key Components Used in Laser Cladding
- Laser Source
- Types: Fiber lasers, CO2 lasers, Nd:YAG lasers.
- Power Output: Typically ranges from 1 kW to 10 kW, depending on the application and material requirements.
- Wavelength: Commonly used wavelengths are 1064 nm for Nd:YAG and fiber lasers, and 10.6 µm for CO2 lasers.
- Powder Feedstock System
- Materials: Metals, alloys, composites.
- Particle Size: Usually ranges from 10 µm to 100 µm for optimal flow and melting.
- Feed Rates: Adjustable between 0.1 g/min to 20 g/min to control deposition thickness.
- Optical Delivery System
- Beam Delivery: Includes mirrors, lenses, and fiber optics to guide and focus the laser beam onto the substrate.
- Focal Length: Typically varies from 50 mm to 200 mm to achieve the desired spot size.
- Substrate Handling System
- Positioning: Multi-axis robotic arms or CNC stages for precision control.
- Cooling System: Often integrated to manage heat and prevent thermal distortion.
- Control System
- Software: Advanced software algorithms for controlling laser parameters such as power, speed, and path.
- Sensors: Real-time monitoring sensors for feedback control to adjust parameters dynamically.
Each of these components plays a critical role in ensuring the precision, efficiency, and quality of the laser cladding process, contributing to the superior performance and longevity of the treated components.
How Does Laser Cladding Compare to Other Coating Techniques?

Image source:https://www.bing.com/
When comparing laser cladding to other coating techniques, several significant advantages and considerations emerge.
1. Adhesion and Bond Strength:
Laser cladding typically provides superior adhesion and bond strength compared to other techniques such as thermal spraying or electroplating. This is due to its ability to create metallurgical bonds rather than purely mechanical bonds. The resultant bond strength minimizes the risk of coating delamination under stress.
2. Precision and Control:
Laser cladding offers exceptional precision in terms of coating thickness and area, thanks to advanced control systems and real-time feedback mechanisms. Coating thickness can be controlled accurately, typically within the range of 0.1 to several millimeters, providing uniform and consistent layers.
3. Heat Affected Zone (HAZ):
Laser cladding generates a relatively narrow heat-affected zone due to the concentrated nature of laser energy. This minimizes thermal distortion and potential damage to the substrate, which is an advantage over techniques like plasma spraying that may cause larger HAZs.
4. Material Versatility:
Laser cladding is highly versatile in terms of the materials it can process, including a wide range of metals, metal alloys, and composites. This versatility is an edge over other methods like PVD or CVD, which might be limited to specific types of materials or surface conditions.
5. Efficiency and Automation:
The process of laser cladding is highly efficient and can be automated using multi-axis robotic systems or CNC stages. This ensures high repeatability, consistent quality, and the ability to handle complex geometries, which may be challenging for more manual coating techniques.
Technical Parameters Comparison:
- Adhesion Strength: Laser cladding often exceeds bond strengths of 700 MPa, surpassing many thermal spray and electroplating methods.
- Coating Thickness Control: Laser cladding allows for precise control within ±0.1 mm, compared to thermal spraying, which can vary by ±0.5 mm.
- HAZ Width: Typically less than 1 mm in laser cladding, whereas plasma spray may affect regions up to several millimeters.
- Production Rate: Feed rates in laser cladding can be adjusted from 0.1 g/min to 20 g/min, aiding efficiency compared to the slower deposition rates of techniques such as hard plating.
By leveraging these advantages, laser cladding not only extends the life and performance of components but also offers a competitive edge in industries requiring precision and reliability.
Laser Clad vs. Thermal Spray
1. How do adhesion strengths compare between Laser Clad and Thermal Spray?
- Laser Clad: Adhesion strengths often exceed 700 MPa, offering superior bonding.
- Thermal Spray: Typically achieves lower bond strengths, which may not meet the high requirements in demanding applications.
2. What is the precision in controlling coating thickness in each method?
- Laser Clad: Allows for precise control within ±0.1 mm, ensuring uniform and accurate layer thickness.
- Thermal Spray: Generally provides less precision, with coating thickness potentially varying by ±0.5 mm.
3. How does the width of Heat-Affected Zones (HAZs) differ?
- Laser Clad: Typically creates HAZ widths of less than 1 mm, minimizing the heat impact on surrounding materials.
- Thermal Spray: Can affect regions up to several millimeters, leading to larger areas of thermal influence and potential material degradation.
4. What are the production rates for each technique?
- Laser Clad: Features adjustable feed rates from 0.1 g/min to 20 g/min, which enhances efficiency and adaptability to different project needs.
- Thermal Spray: Generally has slower deposition rates that may not be as flexible or efficient as laser cladding.
By comparing these technical parameters, it is evident that laser cladding provides superior adhesion strengths, more precise coating thickness control, minimal HAZ width, and more efficient production rates. These advantages make laser cladding a more reliable and effective choice for applications requiring high-performance surface treatments.
Laser Cladding vs. Traditional Welding
1. How do the bond strengths compare between Laser Cladding and Traditional Welding?
- Laser Cladding: Known for high bond strengths, often exceeding 200 MPa, offering superior bonding.
- Traditional Welding: Generally provides strong bonds as well, but exact strength varies by welding technique and materials used.
2. What is the precision in controlling coating thickness in each method?
- Laser Cladding: Allows for precise control within ±0.1 mm, ensuring uniform and accurate layer thickness.
- Traditional Welding: Typically has less precision in layer thickness control, which can vary significantly depending on the welding process and operator skill.
3. How does the width of Heat-Affected Zones (HAZs) differ?
- Laser Cladding: Typically creates HAZ widths of less than 1 mm, minimizing the heat impact on surrounding materials.
- Traditional Welding: Generally causes larger HAZs, often several millimeters wide, which can lead to material degradation in the affected areas.
4. What are the production rates for each technique?
- Laser Cladding: Features adjustable feed rates from 0.1 g/min to 20 g/min, enhancing efficiency and adaptability to different project needs.
- Traditional Welding: Production rates vary greatly by welding technique, but are often slower and less flexible compared to laser cladding.
By examining these technical parameters, it’s clear that laser cladding provides more precise coating control, minimal heat impact on materials, and higher production efficiency. These characteristics make laser cladding a highly effective choice for advanced material processing and surface treatments, especially in applications where precision and performance are paramount. Traditional welding, while reliable for many applications, may fall short in scenarios requiring the utmost in precision and minimal thermal distortion.
Advantages of Laser Cladding
Laser cladding offers numerous advantages over traditional welding techniques. Firstly, it provides superior precision and control, allowing for highly accurate layer thickness within ±0.1 mm. This precision ensures uniform coating and reduces material waste. Secondly, laser cladding significantly minimizes the heat-affected zone (HAZ), often keeping it under 1 mm. This limited HAZ reduces thermal distortion and preserves the integrity of the substrate material, making it ideal for applications requiring minimal heat impact. Thirdly, laser cladding boasts higher production efficiency, with adjustable feed rates ranging from 0.1 g/min to 20 g/min, which allows for rapid and flexible processing suited to various project needs. Additionally, laser cladding enhances material properties by providing hard, wear-resistant surfaces, which extend the life of components. This technique also supports a wide range of materials, including metals and alloys, offering greater versatility in industrial applications. Overall, the benefits of laser cladding—precision, minimal thermal impact, efficiency, and material versatility—make it a superior choice for advanced material processing.
What Materials Are Used in Laser Cladding?

In laser cladding, a variety of materials are utilized to achieve optimal performance and durability. Typically, powdered metals and alloys, such as stainless steel, cobalt-based alloys, nickel-based superalloys, and titanium, are used as cladding materials due to their excellent wear resistance and thermal properties. Additionally, carbide powders like tungsten carbide are frequently employed to enhance hardness and wear resistance in critical applications. These materials are selected based on specific application requirements and the desired properties of the clad layer, ensuring that the substrate material receives a robust and durable surface.
Common Alloys for Laser Cladding
Laser cladding utilizes various alloys to enhance the properties of surfaces in industrial applications. The most common alloys used include:
- Cobalt-Based Alloys
- Stellite 6: Known for its exceptional wear resistance, toughness, and ability to retain hardness at high temperatures. Commonly used in applications like valve seats, cutting tools, and high-temperature bearings.
- Technical Parameters:
- Hardness: 40-46 HRC
- Operating Temperature: up to 500°C
- Corrosion Resistance: Excellent in many environments
- Nickel-Based Superalloys
- Inconel 625: Favoured for its high strength, excellent fatigue, and thermal-fatigue resistance. It also exhibits outstanding oxidation and corrosion resistance in a wide range of environments.
- Technical Parameters:
- Hardness: 30-40 HRC
- Operating Temperature: up to 982°C
- Corrosion Resistance: Highly resistant to seawater and industrial acidic environments
- Iron-Based Alloys
- 316L Stainless Steel: Widely used for its balance of corrosion resistance, mechanical properties, and cost-effectiveness. It is primarily utilized in the chemical, food, and medical industries.
- Technical Parameters:
- Hardness: 15-20 HRC (with heat treatment available for higher hardness)
- Operating Temperature: up to 800°C
- Corrosion Resistance: Excellent against chlorides and most acids
These alloys are selected based on their ability to meet the specific requirements of the cladding application, including wear resistance, hardness, and operating temperature ranges. Each alloy provides unique advantages, making them suitable for a wide array of industrial applications.
Powder Feed vs. Wire Feed Options
When selecting between powder feed and wire feed options for cladding applications, several factors must be considered. Both methods offer distinct advantages depending on the specific requirements of the project.
Powder Feed:
Advantages:
- Superior Alloy Mix: Powder feed allows for a precise mix of alloying elements, enabling the creation of custom-tailored materials.
- Uniform Coverage: It offers better control over the deposition process, leading to even coverage, especially on complex geometries.
- Less Dilution: Minimizes the dilution of base material compared to wire feed, which is beneficial for maintaining the properties of the clad layer.
Technical Parameters:
- Feed Rate: Adjustable, typically between 5-50 grams per minute depending on the application.
- Particle Size: Ranges from 15 to 150 microns, which can influence the deposition rate and final surface quality.
- Deposition Efficiency: Around 90%, meaning less material wastage.
Wire Feed:
Advantages:
- Cost-Effective: Generally less expensive than powder feed due to lower material and equipment costs.
- Higher Deposition Rates: Capable of higher deposition rates, making it suitable for applications requiring thick layers.
- Ease of Use: Simpler setup and operation compared to powder feed systems.
Technical Parameters:
- Wire Diameter: Typically ranges from 1.2 to 3.2 mm, impacting the feed rate and deposition efficiency.
- Feed Rate: Adjustable, with common rates between 1 to 10 meters per minute.
- Deposition Efficiency: Approximately 80%, with some material potentially lost due to spatter.
Justification:
The above information is corroborated by leading technical resources and manufacturer specifications such as Lincoln Electric, ESAB Welding & Cutting, and the AWS (American Welding Society). Each source emphasizes the advantages and technical capabilities of both powder feed and wire feed options, highlighting their respective roles in enhancing the efficiency and performance of cladding operations.
Selection of Clad Material
The selection of clad material is crucial for achieving the desired properties and performance in the final application. There are several factors to consider:
- Base Material Compatibility: The clad material must be compatible with the base material to ensure good adhesion and to avoid adverse chemical reactions.
- Application Environment: The operating environment, including temperature, corrosion, and wear conditions, will dictate the choice of clad material. For instance, materials like nickel-based alloys are preferred for high-temperature applications.
- Mechanical Properties: Desired properties such as hardness, toughness, and ductility should be evaluated. Materials like tungsten carbide are chosen for high hardness and wear resistance.
- Cost Considerations: Economic viability must be balanced against performance requirements. While materials like stainless steel offer cost-effective solutions, more exotic alloys can be justified for critical applications.
Technical Parameters:
- Thermal Expansion: The coefficient of thermal expansion should be close between the clad and base material to prevent thermal stress and potential failure.
- Deposition Rate: Ideally, this should be efficient enough to minimize production time without compromising quality.
- Chemical Composition: Ensure the chemical composition aligns with operational expectations, especially in corrosive environments.
Justification:
Leading technical sources like ASM International, SAE International, and manufacturers such as Haynes International and Oerlikon Metco provide comprehensive data supporting the importance of these parameters. Enhanced performance and longevity of the clad layer are typically achieved by adhering to these criteria.
What Are the Applications of Laser Cladding?
Laser cladding has a broad spectrum of applications across various industries due to its ability to enhance surface properties and repair worn-out components efficiently.
- Aerospace Industry: Laser cladding is extensively employed in the aerospace sector for the repair and refurbishment of critical components, such as turbine blades and landing gear. This application extends the service life of these parts, ensuring enhanced performance and safety in high-stress environments.
- Automotive Industry: In the automotive field, laser cladding is utilized to improve wear resistance and corrosion protection of components like engine parts, transmission systems, and brake discs. This leads to higher durability and reliability, contributing to longer vehicle lifespans.
- Oil and Gas Industry: This industry benefits from laser cladding by applying it to drill bits, valves, and other high-wear components. The process imparts superior hardness and resistance to the harsh operating conditions prevalent in exploration and extraction activities.
These applications demonstrate the versatility and efficiency of laser cladding in extending the operating life and performance of vital components across multiple high-demand sectors.
Industrial Applications of Laser Cladding
In industrial settings, laser cladding has proven to be an invaluable process due to its precision and ability to produce high-quality surface modifications. Below are some key technical parameters and their justifications within various industrial applications:
- Aerospace Industry:
- Technical Parameters:
- Laser Power: Typically between 1kW to 5kW to ensure deep penetration and robust bonding of coatings.
- Cladding Speed: Ranges from 0.5 to 2 meters per minute, optimizing the balance between efficiency and quality of the clad layer.
- Justification: These parameters ensure that the repaired turbine blades and other components can withstand high temperatures and stresses encountered during flight operations.
- Automotive Industry:
- Technical Parameters:
- Laser Power: Approximately 2kW to 4kW, providing sufficient energy to treat engine parts and brake discs.
- Powder Feed Rate: Around 10 to 20 grams per minute, ensuring a consistent and homogenous coating application.
- Justification: Adequate laser power and precise powder feed rate enhance wear resistance and corrosion protection, leading to longer component life and reduced maintenance costs.
- Oil and Gas Industry:
- Technical Parameters:
- Laser Power: Typically 3kW to 6kW for robust coatings on drill bits and valves.
- Beam Spot Size: Generally 2 to 5 mm in diameter to allow for detailed and accurate cladding.
- Justification: High laser power and controlled beam spot size are critical for creating hard, durable surfaces that perform well in the abrasive and corrosive environments of oil and gas extraction.
By adhering to these technical parameters, laser cladding significantly enhances component longevity and performance in demanding industrial applications.
Using Laser Cladding for Turbine Blades
Laser cladding is a crucial technique used to enhance the durability and performance of turbine blades. The process involves the use of a high-powered laser to fuse a material with superior properties onto the surface of the turbine blade, thereby creating a robust protective coating.
Technical Parameters:
- Laser Power: 3kW to 5kW
- Justification: This range of power is necessary to achieve a strong metallurgical bond and ensure the durability of the coating in high-temperature environments.
- Powder Feed Rate: 10 to 15 grams per minute
- Justification: A controlled powder feed rate ensures a uniform coating, which is critical for maintaining the aerodynamic properties and balance of the turbine blades.
- Cladding Speed: 0.5 to 2 meters per minute
- Justification: This speed balances efficiency with the need for a high-quality clad layer, optimizing the strength and adhesion of the coating.
- Beam Spot Size: 2 to 4 mm in diameter
- Justification: A precise beam spot size enables detailed and accurate cladding, which is essential for the intricate geometries of turbine blades.
-
Benefits:
By adhering to these technical parameters, laser cladding significantly enhances the wear resistance, oxidation resistance, and overall lifespan of turbine blades. This process ensures that the blades can withstand the high stresses and temperatures encountered during flight operations, thereby improving the reliability and efficiency of the turbines.
Extending the Life of Workpieces
Extending the life of workpieces, particularly in high-stress environments, requires a detailed approach that considers several key technical parameters. By incorporating advanced techniques such as laser cladding, we can significantly enhance the durability and performance of these components. Below are the essential technical parameters and their justifications for extending the life of workpieces:
Technical Parameters:
- Laser Power: 3kW to 5kW
- Justification: Ensuring a strong metallurgical bond and robust protective coating is critical for withstanding high temperatures.
- Powder Feed Rate: 10 to 15 grams per minute
- Justification: Maintaining a uniform coating directly impacts the aerodynamic properties and structural integrity of the workpieces.
- Cladding Speed: 0.5 to 2 meters per minute
- Justification: Optimizing the speed balances process efficiency with coating quality, ensuring strong adhesion.
- Beam Spot Size: 2 to 4 mm in diameter
- Justification: Precision in beam spot size is crucial for accurately cladding intricate geometries, thus ensuring comprehensive coverage and protection.
-
By meticulously applying these parameters, we can achieve significant improvements in wear resistance, oxidation resistance, and overall lifespan of workpieces. This holistic approach ensures that components can endure the demanding conditions they are exposed to, thereby enhancing their reliability and efficiency.
How to Optimize the Laser Cladding Process?

To optimize the laser cladding process effectively, I reviewed relevant information from the top three websites on Google. Here’s a concise summary based on their insights along with the pertinent technical parameters and justifications:
Process Optimization Steps:
- Material Selection: Choosing the appropriate coating material is crucial. From the research, the right choice can enhance wear resistance and the thermal properties of the workpiece significantly.
- Parameter Fine-Tuning:
-
- Laser Power: Keeping it within 3kW to 5kW is recommended for achieving a robust metallurgical bond, which is critical for components in high-stress environments.
- Powder Feed Rate: Optimizing it between 10 to 15 grams per minute ensures a uniform coating, directly improving the aerodynamic properties and structural integrity.
- Cladding Speed: Adjusting the speed to 0.5 to 2 meters per minute balances efficiency with coating quality, leading to strong adhesion.
- Beam Spot Size: Maintaining it between 2 to 4 mm in diameter is essential for precise cladding of intricate geometries, ensuring comprehensive coverage.
- Quality Monitoring and Control: Utilizing real-time monitoring systems can detect and correct deviations in parameters, ensuring consistent application.
- Post-Cladding Treatments: Implementing treatments like heat treatment or surface grinding can enhance the bond strength and surface finish, further extending the life and performance of the components.
By focusing on these aspects, I can systematically enhance the laser cladding process, ensuring the components are better suited to withstand demanding conditions and improving their overall reliability and efficiency.
Controlling Laser Beam Power and Feed Rate
To concisely address the control of laser beam power and feed rate along with their corresponding technical parameters:
- Laser Beam Power:
-
- Recommended Range: 3kW to 5kW.
- Justification: This range ensures a robust metallurgical bond, critical for components subjected to high-stress environments. Operating within this power spectrum ensures sufficient energy delivery for melting the substrate and coating material, resulting in strong adhesion.
- Feed Rate:
- Recommended Range: 10 to 15 grams per minute.
- Justification: Optimizing the powder feed rate to this range ensures a uniform coating layer, which is crucial for enhancing the aerodynamic properties and structural integrity of the component. This uniformity helps in achieving a smooth surface finish, reducing the potential for defects and ensuring consistency in the final product.
By adhering to these parameters, we can achieve a balance between efficiency, coating quality, and the mechanical properties of the treated components, thereby extending their operational lifespan and performance reliability.
Ensuring Minimal Dilution and Distortion
Minimizing dilution and distortion during the laser cladding process is essential for maintaining the integrity and performance of the treated components. Here are the key considerations and technical parameters based on top industry guidelines:
- Dilution:
-
- Control Techniques:
- Optimized Laser Power and Speed: Maintaining appropriate laser power (3kW to 5kW) and travel speed can significantly reduce dilution by ensuring that the substrate does not excessively melt beyond the necessary depth.
- Optimized Powder Feed Rate: Keeping the feed rate within 10 to 15 grams per minute helps achieve a controlled layer buildup, reducing the likelihood of excessive mixing of the base and coating materials.
- Utilizing Pre-placed Coating: In certain applications, pre-placing the coating material before laser application can further reduce dilution since the substrate interaction is minimized.
- Justification: Reducing dilution is critical as it ensures the properties of the coating material remain dominant, providing the necessary wear resistance and corrosion protection.
- Distortion:
- Control Techniques:
- Thermal Management: Employing inter-pass cooling and managing the overall heat input are paramount techniques. Keeping the heat input balanced avoids excessive thermal stress leading to distortion.
- Balanced Heat Distribution: Utilizing symmetrical cladding paths or patterns helps distribute heat evenly, reducing the differential expansion and contraction that can cause distortion.
- Substrate Preheating: Sometimes, preheating the substrate to an optimal temperature can reduce the thermal gradient between the cladding and substrate, leading to minimal distortion.
- Justification: Controlling distortion is fundamental for maintaining the dimensional accuracy of the component, which is crucial for its fit and function in high-precision applications.
Adhering to these best practices will ensure that the laser cladding process delivers components with minimal dilution and distortion, thereby enhancing the robustness and reliability of the final product.
- Control Techniques:
Techniques for High-Quality Clad Layers
To achieve high-quality clad layers in laser cladding, several techniques can be employed to ensure optimal performance and durability. By reviewing the top resources, the following strategies and parameters were identified:
- Optimized Laser Parameters:
-
- Laser Power: Maintaining the appropriate laser power is essential for proper melting and bonding without causing undue dilution or distortion. Typical laser power settings range from 1 kW to 6 kW, depending on the material and desired clad thickness.
- Scanning Speed: A well-adjusted scanning speed, commonly between 200 mm/min and 1,000 mm/min, ensures uniform layer deposition, influencing the overall quality and microstructure of the clad layer.
- Spot Size and Shape: Utilizing an optimal spot size and shape can enhance the precision and consistency of the clad, with spot diameters often varying from 1 mm to 10 mm to match the specific application requirements.
- Powder Feed Rate and Composition:
- Powder Feed Rate: Consistently controlling the powder feed rate, typically between 5 g/min and 30 g/min, ensures a steady supply of cladding material leading to uniform layer thickness and composition.
- Powder Composition: Selecting high-quality, well-alloyed powders tailored to the application, such as Inconel 625 for corrosion resistance or Stellite 6 for wear resistance, will significantly impact the performance characteristics of the clad layer.
- Effective Shielding Gas Usage:
- Shielding Gas Flow Rate: Utilizing the correct shielding gas flow rate, often between 10 L/min and 25 L/min, is critical to protect the molten pool from oxidation. Argon or a mixture of Argon and Helium is commonly used to ensure a clean, oxidation-free finish.
- Gas Nozzle Design: The configuration of the gas nozzle should provide even coverage and avoid turbulence, which can disrupt the stability of the molten pool.
- Multi-pass Cladding:
- Layer Overlap and Sequence: Employing a strategic overlap and sequencing of multiple layers, generally with 30-50% overlap, helps achieve the desired thickness and homogeneity in the final clad structure.
- Inter-pass Temperature Control: Keeping inter-pass temperatures within optimal ranges, typically around 150°C to 300°C, minimizes thermal stress and potential cracking between layers.
By adhering to these techniques and carefully monitoring the specific parameters mentioned, high-quality clad layers that meet stringent performance standards can be consistently produced. This ensures the robustness and longevity of components subjected to demanding operational environments.
What Are the Benefits of Laser Cladding?

Laser cladding offers numerous benefits that make it an attractive method for surface enhancement. Firstly, it provides superior wear and corrosion resistance, extending the lifespan of components even in harsh environments. The process allows for precise control over the thickness and composition of the clad layer, resulting in minimal dilution with the substrate and high-quality finishes. Additionally, laser cladding generates less heat than traditional welding methods, reducing the risk of distortion or cracking. This technique can be applied to a wide range of materials, enhancing their performance and durability. Overall, laser cladding is a versatile, reliable, and efficient solution for improving the surface properties of critical components.
Improved Wear Resistance and Corrosion Resistance
From my research on the top three websites about laser cladding, I can confidently say that this technique significantly enhances both wear resistance and corrosion resistance. By depositing a high-performance material onto the surface, laser cladding creates a robust protective layer that shields the underlying substrate from abrasive wear and chemical corrosion. This is particularly beneficial for components subjected to extreme operational conditions, as it greatly extends their service life and reliability. The precise nature of laser cladding ensures that the clad layer is uniform and adheres strongly to the base material, offering superior protection compared to traditional surface treatments.
The Metallurgical Bond Advantage
The metallurgical bond created during the laser cladding process offers distinct advantages. This bond forms at the atomic level between the clad layer and the substrate, resulting in superior adhesion and mechanical integrity. Unlike mechanical bonds that may fail under stress, the metallurgical bond ensures the clad material remains firmly attached, even under extreme operating conditions.
Justified Technical Parameters:
- Bond Strength: The metallurgical bond achieves tensile strength up to 90% that of the base material, ensuring robust performance.
- Dilution Rate: Laser cladding maintains a low dilution rate, typically between 2-10%, which preserves the properties of the added material.
- Heat Input: The process typically introduces less than 2 kJ/mm of heat, minimizing the risk of thermal distortion.
Overall, the metallurgical bond enhances the durability and reliability of components, making laser cladding an optimal choice for demanding applications.
Enhanced Mechanical Properties of the Clad Material
In my exploration of the top information from leading websites, I’ve found that the clad materials subjected to laser cladding exhibit significantly enhanced mechanical properties compared to those treated with traditional methods. Key improvements include:
- Hardness: The hardness of the clad layer is markedly increased, often surpassing that of the base material. This enhanced hardness leads to improved wear resistance, vital for components operating in abrasive environments.
- Toughness: The toughness of the clad material, which refers to its ability to absorb energy and withstand shock without fracturing, is enhanced, ensuring better performance under dynamic loads.
- Corrosion Resistance: Laser-clad surfaces exhibit superior resistance to chemical corrosion, which is particularly beneficial in harsh chemical and marine environments.
These enhanced mechanical properties collectively contribute to the long-term performance and reliability of components, solidifying the position of laser cladding as a premier surface treatment technique.
Reference sources:
-
-
-
Xometry: Provides a comprehensive definition and overview of the laser cladding process, detailing how metallic material is deposited onto a surface using a laser beam, which ensures high precision and quality.
-
Markets and Markets: Offers detailed insights into the global laser cladding market size and share, including growth projections, which support the technology’s increasing relevance and adoption in various industries.
-
TWI Global: Explains the technical aspects of laser cladding technology, including the use of metallic powder or wire and the creation of a melt pool by a laser beam, showcasing the practical applications and benefits.
-
-
Frequently Asked Questions (FAQs)
Q: What is laser cladding?
A: Laser cladding is a process that involves the use of a focused laser beam to melt a material and deposit it onto a substrate, creating a clad layer with specific properties. This process often utilizes a high power laser as a heat source to achieve precise and high-quality coatings.
Q: How does a diode laser function in laser cladding?
A: In laser cladding, a diode laser serves as the heat source that generates a focused laser beam. This beam melts the cladding material and the substrate, allowing for a metallurgically bonded coating to be deposited on the surface.
Q: What are the main advantages of laser cladding over conventional cladding techniques?
A: Laser cladding offers several advantages over conventional cladding techniques, including higher precision, lower heat input, reduced thermal distortion, and superior clad quality. These characteristics make laser cladding a preferred choice in many manufacturing technologies.
Q: What types of materials can be used in laser cladding?
A: A variety of metallic materials can be used in laser cladding, including steels, nickel-based alloys, cobalt-based alloys, and aluminum. The choice of material depends on the desired properties of the laser deposited coatings.
Q: What are the applications of laser cladding in industry?
A: Laser cladding is widely used in industries to improve the wear, erosion, and corrosion resistance of components. Common applications include repairing damaged parts, enhancing surface properties of new parts, and manufacturing high-performance tools and dies.
Q: How does laser cladding enhance erosion and corrosion resistance?
A: Laser cladding enhances erosion and corrosion resistance by depositing a high-quality, metallurgically bonded layer that has superior properties compared to the base material. The laser coating creates a robust protective barrier against environmental factors.
Q: What role does laser surface processing play in laser cladding?
A: Laser surface processing is a critical aspect of laser cladding. It involves using the laser beam to melt the surface of the substrate and create a molten pool. This allows the cladding material to metallurgically bond with the substrate, ensuring a high-quality and durable coating.
Q: Can laser cladding be used for 3D laser deposition?
A: Yes, laser cladding can be adapted for 3D laser deposition, also known as laser metal deposition or additive manufacturing. This technique allows for the creation of complex geometries and the repair of components with minimal material waste.
Q: What are the key characteristics of laser cladding?
A: The key characteristics of laser cladding include the use of a high power laser as a heat source, precise control over the deposition process, the ability to apply coatings selectively, and the production of metallurgically bonded layers with excellent clad quality.





