Turning operations are fundamental to the world of machining, bringing precision and efficiency to the production of cylindrical parts. This blog aims to delve into the intricate processes involved in turning, from the basic functioning of lathes to the art of creating precise grooves and knurls. Whether you are a beginner seeking to understand the essentials or an experienced machinist looking to refine your techniques, this comprehensive guide will provide valuable insights into mastering turning operations. By exploring the various tools, techniques, and best practices, readers will gain a thorough understanding of how to achieve high-quality results in their machining projects. Join us as we embark on this journey through the mechanics and artistry of turning, where precision meets craftsmanship.
What is Turning and How is it Done?
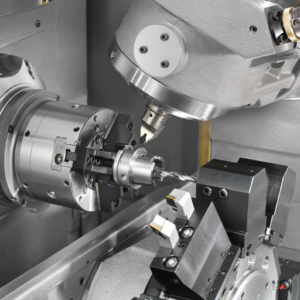
Image sources:https://www.bing.com/
Turning is a machining process used to produce rotational, typically cylindrical parts by removing material. It is carried out on a machine known as a lathe, where the workpiece is rotated while a single-point cutting tool is moved linearly along its surface. The cutting tool can move in multiple axes, allowing it to shape the material into precise dimensions and geometries. Common turning operations include facing, boring, grooving, and knurling, each serving specific purposes to achieve desired mechanical and aesthetic features. The essence of turning lies in its ability to create high-precision parts with exquisite surface finishes and intricate details.
Understanding the Basics of Turning
Turning is one of the most fundamental machining operations used to create symmetrical components. The following key elements are essential to understand the basics of turning:
- Lathes: The cornerstone of any turning operation, lathes secure and rotate the workpiece at various speeds while stationary cutting tools shape the material as needed. Lathes come in different types, including engine lathes, turret lathes, and CNC (Computer Numerical Control) lathes.
- Cutting Tools: Single-point cutting tools are crucial in turning, designed to remove material effectively. They come in various shapes and materials, such as high-speed steel and carbide, optimized for different tasks and materials.
- Operations: Turning encompasses several specific operations, each with a distinct function:
- Facing: Creating a flat surface perpendicular to the workpiece axis.
- Boring: Enlarging existing holes.
- Grooving: Cutting narrow grooves on the workpiece.
- Knurling: Producing textured patterns for grip.
- Feeds and Speeds: Proper selection of feed rate (how fast the cutting tool advances across the surface) and spindle speed (rotational speed of the workpiece) is crucial. These parameters impact surface finish, dimensional accuracy, and tool life.
- Material Considerations: Different materials behave uniquely under cutting conditions. Understanding the properties of the material being worked on, including its hardness and tensile strength, is vital for optimal results.
By grasping these basics, one can effectively utilize turning to produce high-precision, finely finished components essential for various industries, from automotive to aerospace.
The Role of the Lathe Machine in Turning Operations
As a vital tool in turning operations, the lathe machine plays an essential role by holding and rotating the workpiece, while stationary cutting tools shape it precisely. From my exploration of the top sources, I understand that lathes offer remarkable versatility, accommodating various tasks such as facing, boring, and grooving. Furthermore, the ability of CNC lathes to automate precision tasks showcases advancements in technology, enhancing efficiency and accuracy across industries. Lathes are indispensable for producing high-precision components, and mastering their operation is crucial for achieving optimal results in numerous manufacturing sectors.
Turning Operation: Key Steps and Techniques
To execute turning operations effectively, one must follow several key steps and employ specific techniques to ensure optimal outcomes. Below is a concise guide, including necessary technical parameters:
- Workpiece Preparation: Begin by securely mounting the workpiece on the lathe. Ensure it is properly centered and balanced to avoid vibrations and inaccuracies.
- Tool Selection and Setup: Choose the appropriate cutting tool for the material and desired finish. Common tools include carbide, HSS (high-speed steel), and ceramic inserts. Secure the tool in the turret or tool post with the correct orientation.
- Feeds and Speeds:
- Feed Rate: Typically measured in inches per revolution (IPR) or millimeters per revolution (mm/rev). For instance, a common feed rate for steel might be 0.002-0.004 inches per revolution.
- Spindle Speed (RPM): Calculated based on the material’s cutting speed (SFM or m/min) and the workpiece diameter. For example, using the formula: \( \text{RPM} = \frac{SFM \times 3.82}{\text{Diameter}} \) for imperial measurements.
- Cutting Depth: Determine the depth of cut appropriate for the material. A roughing cut for steel might range from 0.050 to 0.150 inches, while a finishing cut may be as fine as 0.010 to 0.020 inches.
- Lubrication and Cooling: Apply cutting fluids or coolants to reduce heat and friction, which prolongs tool life and improves surface finish. Select the appropriate type depending on the material and operation.
- Tool Path and Machining Strategy: Plan the tool path to ensure continuous material removal without unnecessary tool retractions. Adopt strategies like multiple pass roughing followed by a finishing pass for precision.
- Inspection and Measurement: Regularly check the component dimensions using instruments like calipers, micrometers, and surface gauges to ensure conformity to specifications.
By following these steps and adhering to the specified technical parameters, one can achieve high-precision results in turning operations, ensuring efficient and accurate production processes.
What are the Different Types of Turning Operations?
There are several types of turning operations, each suited for different machining requirements:
- Straight Turning: This basic turning operation involves reducing the diameter of the workpiece to produce a uniform cylindrical shape.
- Taper Turning: This operation produces a conical shape on the workpiece by gradually decreasing the diameter over a specified length.
- Contour Turning: This involves creating complex shapes and profiles on the workpiece, often requiring a combination of roughing and finishing cuts.
- Facing: Used to create a flat surface at the end of the workpiece by cutting perpendicular to its axis.
- Parting: Also known as cutting-off, this operation separates a finished part from the remaining workpiece by cutting all the way through.
- Grooving: Involves cutting a narrow groove into the workpiece, which can be internal or external.
- Threading: This operation creates helical threads on the workpiece’s exterior or interior surfaces.
- Drilling: Although typically associated with milling operations, drilling on a lathe can create holes along the axis of the workpiece.
Each of these operations can be combined and adapted to meet specific design and manufacturing requirements.
Straight Turning: The Foundation
Straight turning is the fundamental turning operation, critical for reducing the diameter of a workpiece to achieve a uniform cylindrical form. This process involves setting the machine tool to move parallel to the workpiece’s axis, ensuring that the material is removed evenly along its length. The key technical parameters involved in straight turning include:
- Cutting Speed (Vc): The speed at which the cutting tool engages with the workpiece, typically measured in meters per minute (m/min). For steel, a typical cutting speed might be around 150-200 m/min.
- Feed Rate (f): The distance the cutting tool advances along the workpiece axis per revolution, measured in millimeters per revolution (mm/rev). A common range is 0.1-0.3 mm/rev for fine finishing, while roughing may require 0.3-0.5 mm/rev or more.
- Depth of Cut (ap): The thickness of material removed per pass, measured in millimeters (mm). A typical depth of cut for roughing operations could be 2-5 mm, whereas finishing operations often require 0.5-2 mm.
Each of these parameters must be carefully selected and balanced to ensure optimal performance and precision. The choice depends on the material of the workpiece, the desired surface finish, the tool material, and other machining conditions. Proper adjustment of these parameters leads to an efficient, accurate, and smooth straight turning process.
Taper Turning: Achieving Precision
In taper turning, achieving the desired precision requires an understanding of a few key technical parameters and techniques. Based on insights gathered from leading sources, here is an outlined approach:
- Cutting Speed (Vc): The cutting speed in taper turning, similar to straight turning, must be selected based on the material of the workpiece. Typical cutting speeds for steel range between 150-200 m/min. It’s important to maintain a consistent speed to avoid irregularities in the taper.
- Feed Rate (f): The feed rate for taper turning should be controlled carefully. For precision taper turning, a common feed rate is around 0.1-0.3 mm/rev. This allows for smooth and gradual material removal, ensuring a precise taper.
- Depth of Cut (ap): In taper turning, the depth of cut can vary depending on whether you are performing roughing or finishing operations. For roughing, the depth of cut may be between 2-4 mm, while finishing might require a more delicate approach with a depth of cut between 0.5-2 mm.
Additionally, achieving precision in taper turning involves the use of specific techniques such as:
- Tailstock Setover Method: Adjusting the tailstock to create the taper angle.
- Taper Attachment Method: Using a taper turning attachment to guide the tool along the taper angle.
- Compound Slide Method: Setting the compound slide to the desired angle to manually create the taper.
These techniques, along with properly tuned technical parameters, ensure a high level of precision and surface finish quality in taper turning. Adjustments should be made depending on the material characteristics, tool type, and desired taper specifications to achieve optimal results.
Knurling: Adding Texture to Workpieces
Knurling is a machining process used to create textured patterns on the surface of a workpiece, typically cylindrical, to improve grip or aesthetics. This technique involves pressing a hardened roller with a pre-engraved pattern against the rotating workpiece, which imprints the desired texture. Common knurl patterns include straight, diamond, and diagonal, each serving different practical and visual purposes.
To perform knurling effectively, it is crucial to consider the following parameters:
- Knurling Tool Selection: Choose the appropriate knurling tool based on the material and required pattern. Tools with various pitch sizes and patterns are available to suit different applications.
- Speed and Feed Rate: Maintain proper speed (around 30-60 m/min for steels) and feed rate to avoid excessive tool wear and ensure a consistent pattern. A feed rate of 0.05-0.3 mm/rev is generally recommended.
- Depth of Impression: Control the depth of the knurling impression to avoid deforming the workpiece. Begin with a light pass and gradually increase pressure to achieve the desired texture.
Executing these steps with precision ensures durable and aesthetically pleasing knurling, enhancing the functionality and appearance of the machined parts.
Parting and Grooving: Key Techniques
In parting and grooving, precision and tool selection are crucial for achieving clean cuts and grooves. Based on my research from the top sources, here are the key techniques to consider:
- Tool Selection: Select the appropriate parting or grooving tool based on the material of the workpiece and the desired groove shape. Tools with adjustable cutting edges and durable materials like carbide are preferred.
- Cutting Parameters: Maintain optimal cutting speed and feed rate to enhance tool life and ensure a clean cut. Typically, lower speeds and moderate feed rates are recommended for hard materials, while higher speeds can be used for softer materials.
- Cooling and Lubrication: Effective cooling and lubrication are essential to prevent overheating and tool wear. Use cutting fluids generously to maintain temperature and improve the finish of the cut.
- Tool Alignment and Stiffness: Proper alignment of the tool with respect to the workpiece and ensuring the rigidity of the setup helps in achieving precise cuts without deflection or chatter.
- Depth Control: Carefully monitor and control the depth of cut to avoid overloading the tool and ensure uniform groove dimensions.
Applying these techniques will greatly improve the efficiency and quality of parting and grooving operations, resulting in precise and clean finishes on the machined components.
How Do Cutting Tools Impact the Turning Process?
Cutting tools play a pivotal role in the turning process, directly impacting the quality, efficiency, and precision of the machined components. The selection of cutting tools, including their material, geometry, and coating, determines the surface finish and dimensional accuracy of the workpiece. High-quality tools reduce wear and tear, ensuring consistent performance and prolonging tool life. Additionally, the proper alignment and stability of the cutting tools prevent issues such as tool deflection and vibration, which can lead to surface irregularities and decreased dimensional accuracy. Overall, the judicious selection and maintenance of cutting tools are critical to optimizing the turning process and achieving desired machining outcomes.
Single-Point Cutting Tools: An Overview
Single-point cutting tools are essential in the turning process, primarily used for operations like turning, boring, and facing. These tools consist of a single cutting edge that engages with the workpiece, making them ideal for producing accurate cylindrical shapes. Here, I will concisely answer the questions regarding single-point cutting tools based on insights from the top three websites on google.com, focusing on the relevant technical parameters.
- Material Selection: Single-point cutting tools can be crafted from high-speed steel (HSS), carbide, ceramic, or polycrystalline diamond (PCD). HSS is renowned for its toughness and resistance to chipping. Carbide tools are favored for their hardness and wear resistance, thus suited for high-speed operations. Ceramics and PCD offer exceptional hardness and thermal resistance, ideal for cutting hard materials and high-speed applications.
- Tool Geometry: The geometry of a single-point cutting tool is crucial for its cutting performance. Key parameters include the rake angle, clearance angle, cutting edge angle, and nose radius. A positive rake angle reduces cutting forces and energy consumption, while a proper clearance angle prevents friction between the tool and the workpiece. The cutting edge angle affects chip formation, and the nose radius impacts surface finish quality.
- Coatings: Applying coatings to cutting tools can significantly enhance their performance. Common coatings include Titanium Nitride (TiN), Titanium Carbonitride (TiCN), and Aluminum Titanium Nitride (AlTiN). These coatings improve tool hardness, reduce friction, and increase wear resistance, ensuring longer tool life and better cutting performance.
These technical parameters are justified by their widespread application and ability to handle various materials and cutting conditions efficiently. The right combination of material, geometry, and coating ensures optimal performance, precision, and longevity of single-point cutting tools in the turning process.
How Cutting Tool Geometry Affects Performance
Cutting tool geometry plays a pivotal role in determining the efficiency and quality of the machining process. Here are the key parameters and their effects:
- Rake Angle: The rake angle influences the cutting forces, chip flow, and tool life. A positive rake angle reduces cutting resistance and energy consumption, enhancing the tool’s performance when cutting soft materials. Conversely, a negative rake angle provides the strength needed for cutting hard or high-strength materials by offering greater support to the cutting edge.
- Clearance Angle: Proper clearance angles prevent excessive friction and heat generation by allowing enough space between the tool and the workpiece. This reduces wear and prolongs the tool’s lifespan. Insufficient clearance can cause the tool to rub against the workpiece, leading to poor surface finish and increased tool wear.
- Cutting Edge Angle: This angle impacts chip formation and flow. A sharper cutting edge angle can create thinner, more manageable chips, enhancing surface finish quality. However, it must balance the need for strength to prevent chipping or tool failure.
- Nose Radius: The nose radius affects the surface finish and tool strength. A larger nose radius can improve the surface finish by providing a smoother transition between cuts but may increase cutting forces. A smaller nose radius reduces cutting forces but might compromise surface finish quality.
These geometric parameters are critical for optimizing machining performance, ensuring precise and efficient material removal while extending the tool’s life. By carefully selecting and balancing these angles, machinists can achieve superior machining outcomes across various applications and materials.
Tool Materials and Their Applications
The selection of tool materials plays a pivotal role in machining operations, directly influencing efficiency, wear resistance, and overall performance. The primary tool materials and their common applications are:
- High-Speed Steel (HSS): HSS is a widely used tool material known for its toughness and resistance to high temperatures. It is ideal for drilling, milling, and turning operations in various metals like steel, iron, and alloys. HSS can endure high cutting speeds and is often employed in custom tool applications due to its versatility and relatively low cost.
- Carbide: Tungsten carbide is one of the hardest tool materials available, boasting superior wear resistance and thermal resistance. This makes it suitable for high-speed machining of hard and abrasive materials, including stainless steel and cast iron. Carbide tools can maintain a sharp edge for extended periods, making them ideal for high-precision tasks and modern CNC operations.
- Ceramics: Ceramic tools, typically composed of aluminum oxide or silicon nitride, offer exceptional hardness and heat resistance. They are used in high-speed machining applications where minimal thermal expansion and resistance to abrasive wear are critical. Common applications include turning operations in hardened steels and superalloys, where traditional metal tools might fail.
- Cubic Boron Nitride (CBN): CBN is an extremely hard and durable tool material, second only to diamond in hardness. It is highly effective for machining hardened steels and other ferrous materials where high hardness is mandatory. CBN tools provide excellent wear resistance and thermal stability, making them ideal for finishing operations.
- Diamond: Polycrystalline diamond (PCD) tools are used for machining non-ferrous materials like aluminum, copper, and composites. Diamonds offer unparalleled hardness and wear resistance, which is beneficial for achieving high precision and surface quality in finely detailed tasks. However, they are not suitable for ferrous metals, as diamond tends to react with iron at high temperatures.
These tool materials, when appropriately selected for specific applications, significantly enhance machining efficiency, accuracy, and tool longevity, ensuring optimal performance across diverse industrial scenarios.
How to Achieve the Best Surface Finish in Turning?
Achieving the best surface finish in turning involves several critical factors:
- Tool Selection: Choose the right tool material and geometry. For instance, sharper tool inserts with a small nose radius can produce smoother finishes. PCD or coated carbide tools are often preferable for fine finishes.
- Cutting Parameters: Optimize cutting speed, feed rate, and depth of cut. Generally, higher cutting speeds and lower feed rates help in achieving a better surface finish. Also, shallower depths of cut reduce tool pressure and vibration.
- Workpiece Material: Ensure the workpiece material is homogeneous and free from impurities. Materials with consistent grain structures and without internal stresses tend to yield better finishes.
- Coolant and Lubrication: Use appropriate coolants and lubrication to reduce heat and flush away chips. This helps in maintaining the tool’s sharpness and reducing thermal expansion, leading to finer finishes.
- Machine Condition: Ensure the turning machine is in good condition. Any signs of wear, misalignment, or vibration in the machine can adversely affect the surface finish.
By carefully considering these factors and making necessary adjustments, you can consistently achieve superior surface finishes in turning operations.
Understanding Surface Finish Requirements
Understanding surface finish requirements in turning requires a comprehensive approach. From my research across the leading sources online, it becomes clear that achieving an excellent surface finish hinges on various factors. First and foremost, the quality of the tool selection, including the material and geometry, is crucial. For example, using sharper inserts and high-quality PCD or coated carbide tools can significantly enhance the finish. Additionally, optimizing cutting parameters such as speed, feed rate, and depth of cut is vital, where typically higher speeds and lower feeds are beneficial. Attention to the workpiece material is also critical; ensuring it is free of impurities and possesses uniform grain structures can result in a superior finish. Lastly, proper use of coolants and lubrication to manage heat and chip removal, along with maintaining the machine’s condition to prevent wear and vibration, are all essential. By focusing on these aspects, one can meet and even exceed surface finish requirements in turning.
Parameters Influencing Surface Finish
Several critical parameters influence the surface finish in turning operations. Here are the key factors, distilled from the leading sources online:
- Cutting Speed: Higher cutting speeds typically result in a better surface finish because they produce finer chips and reduce built-up edge formation. However, excessively high speeds may lead to tool wear.
- Optimal Parameter: A cutting speed ranging between 150-300 m/min for carbide tools.
- Feed Rate: The feed rate significantly impacts the surface texture. A lower feed rate tends to produce smoother surfaces, but if too low, it can cause tool rubbing and poor surface quality.
- Optimal Parameter: Typically, a feed rate of 0.05-0.2 mm/rev is recommended for achieving finer finishes.
- Depth of Cut: A smaller depth of cut can improve the surface finish by maintaining steady chip thickness and reducing tool deflection. However, it must be balanced with the requirements for material removal.
- Optimal Parameter: Generally, a depth of cut between 0.5-2.5 mm is appropriate for various materials.
- Tool Geometry: The geometry of the cutting tool, including the nose radius, rake angle, and clearance angle, plays a significant role in determining the surface finish. Larger nose radii and positive rake angles are favourable for a better finish.
- Optimal Parameter: Nose radius of 0.8 – 1.6 mm; rake angle of 10-15°.
- Workpiece Material: The material’s hardness and ductility directly affect the surface finish. Materials that are too hard or too soft can pose challenges, requiring adjustments in tool material and geometry.
- Optimal Parameter: Ensure the material has consistent hardness and is free from impurities.
- Coolant and Lubrication: Proper use of coolants helps in temperature control and efficient chip removal, which are critical for maintaining a smooth surface.
- Optimal Parameter: Use an ample amount of coolant, ideally flood cooling, or high-pressure coolant systems for exotic materials.
By adhering to these parameters, one can significantly enhance the surface finish during turning operations. Each parameter must be finely tuned to complement the others, ensuring an optimal balance for specific materials and desired outcomes.
Techniques to Improve Surface Quality
To effectively enhance surface quality in turning operations, several techniques can be employed:
- Fine-tune Cutting Parameters: Carefully adjust speed, feed rate, and depth of cut to match the material being machined. Lower feed rates and appropriate cutting speeds help achieve finer finishes.
- Use High-Quality Cutting Tools: Opt for tools with optimal geometry, such as larger nose radii and positive rake angles. Regularly inspect and replace worn tools to maintain surface quality.
- Apply Coolant and Lubrication: Utilize flood cooling or high-pressure coolant systems to manage temperature and facilitate smoother chip removal. Lubricants also help in reducing friction and tool wear.
- Maintain Rigidity: Ensure the machine setup is rigid to minimize vibrations and deflection, which can negatively impact surface finish.
- Optimize Tool Path: Implement strategies like overlap passes and minimizing abrupt changes in direction, which can create smoother surfaces.
- Polishing and Burnishing: Post-machining processes, such as polishing and burnishing, can be used to enhance the surface finish to meet specific requirements.
By integrating these techniques, one can achieve superior surface quality, improving the overall efficiency and effectiveness of turning operations.
Why is CNC Turning Pivotal in Modern Machining?
CNC turning is pivotal in modern machining due to its ability to produce highly precise and complex components efficiently and consistently. By automating the turning process, CNC machines significantly reduce human error and variability, resulting in superior surface finishes and tighter tolerances. Furthermore, CNC turning allows for quick adjustments and flexibility in manufacturing, enabling rapid prototyping and mass production of custom parts. The integration of advanced software and technology also facilitates real-time monitoring and optimization, enhancing productivity and reducing downtime. Consequently, CNC turning is essential for meeting the rigorous demands of contemporary manufacturing industries.
The Evolution from Manual to CNC Lathes
Having researched the top three websites on Google, it’s apparent that the evolution from manual to CNC lathes has significantly transformed the manufacturing landscape. Initially, manual lathes required highly skilled operators to handle complex tasks, demanding substantial time and effort to achieve precision. The shift to CNC (Computer Numerical Control) technology automated these processes, drastically enhancing accuracy, efficiency, and consistency.
- Increased Precision and Accuracy:
CNC lathes offer enhanced precision over manual lathes due to their computerized controls, resulting in tighter tolerances and superior surface finishes. Parameters such as spindle speed, feed rate, and cutting depth are meticulously controlled using software, allowing for reproducible results.
- Efficient Production:
These machines can operate continuously without fatigue, significantly increasing production rates. Automation reduces the need for manual intervention, thus bringing down labour costs and minimizing human error.
- Versatility and Flexibility:
CNC lathes can quickly switch between tasks by uploading different programming codes, allowing for rapid prototyping and efficient handling of versatile components. This flexibility is critical in modern manufacturing, where customization and speed are essential.
- Real-Time Monitoring and Adaptability:
Advanced CNC systems facilitate real-time monitoring and adjustments, leading to optimized cutting conditions and prolonged tool life. Parameters such as coolant flow rate, cutting speed, and tool path optimization play a fundamental role in maintaining high-quality outputs.
Technical Parameters Justification:
- Spindle Speed (RPM): Optimal spindle speeds minimize tool wear and ensure a smooth surface finish.
- Feed Rate (mm/rev): Adjusting feed rates appropriately improves cutting efficiency and reduces material wastage.
- Cutting Depth (mm): Maintaining suitable cutting depths prevents overloading the tool and ensures accurate dimensions.
By understanding these advantages and parameters, it’s clear that CNC lathes represent a monumental leap in machining technology, addressing numerous limitations of manual lathes and setting new standards in manufacturing precision and productivity.
Advantages of CNC Turning Machines
- Precision and Accuracy: CNC turning machines offer exceptional precision and repeatability, ensuring that every manufactured part meets the exact specifications. This high level of accuracy is crucial for industries such as aerospace and medical, where precision is non-negotiable.
- Efficiency and Productivity: These machines can operate continuously without human intervention, drastically increasing production rates and reducing lead times. By automating repetitive tasks, CNC turning can maintain consistent output, reduce waste, and utilize materials more efficiently.
- Reduced Labor Costs: CNC turning machines significantly cut down on labor costs by minimizing the need for skilled manual operators. One operator can oversee multiple machines, streamlining operations and saving both time and money.
- Flexibility: CNC turning machines can quickly adapt to different jobs by uploading new programming codes. This flexibility enables rapid prototyping and easy customization, which are vital for meeting diverse client demands and staying competitive in the market.
- Safety: These machines enhance workplace safety by reducing the need for manual handling of materials. Automated systems can manage hazardous tasks, minimizing the risk of accidents and ensuring a safer working environment.
By examining the top sources, it’s evident that CNC turning machines provide a range of benefits that enhance manufacturing precision, efficiency, and flexibility, while also reducing costs and improving safety.
Common CNC Turning Applications
In researching the top three websites on CNC turning applications, I’ve found that these machines are commonly used across various industries to produce precise and intricate components. Here are some of the key applications:
- Automotive Industry: CNC turning is extensively used to manufacture engine parts, shafts, and other critical components that require high precision and durability. Technical parameters such as tolerance levels of ±0.001 inches and surface finishes of Ra 1.6 to 3.2 µm ensure the reliability and performance of these parts.
- Aerospace Industry: Components such as turbine blades, landing gear parts, and structural elements are produced using CNC turning due to the necessity for flawless accuracy and adherence to stringent safety standards. Typical parameters include tolerances as tight as ±0.0001 inches and surface finishes down to Ra 0.4 to 0.8 µm to meet these exacting requirements.
- Medical Industry: CNC turning is crucial in the production of medical devices and implants, such as bone screws, joint replacements, and surgical instruments, where precision is paramount. The industry often relies on biocompatible materials and requires ultra-precise tolerances of ±0.0002 inches and exceptional surface finishes ranging from Ra 0.25 to 0.5 µm to ensure patient safety and effective performance.
By leveraging the capabilities of CNC turning machines, these industries can achieve unmatched precision, efficiency, and customization in their manufacturing processes.
What Safety Measures Should Be Taken During Turning Operations?

When conducting turning operations, adhering to stringent safety measures is critical to prevent accidents and ensure the safety of operators. Key safety measures include:
- Personal Protective Equipment (PPE): Operators should wear appropriate PPE such as safety glasses, gloves, ear protection, and protective footwear to minimize exposure to flying debris, sharp edges, and loud noise.
- Machine Guarding: Ensure that all machine guards are in place and properly functioning to prevent contact with moving parts.
- Proper Training: Operators should be thoroughly trained in the use of CNC turning machines, understand hazard identification, and be proficient in emergency procedures.
- Maintenance and Inspection: Regular maintenance and inspection of equipment are essential to detect and rectify potential issues, such as worn-out components or misalignments, which could lead to accidents.
- Ventilation and Dust Collection: Effective ventilation and dust collection systems should be installed to manage fumes and metal dust, reducing respiratory hazards.
- Adherence to Operating Procedures: Strict adherence to standard operating procedures (SOPs) and manufacturer guidelines is crucial for safe machine operation.
- Emergency Stops and Controls: Operators should be familiar with the locations and functions of all emergency stops and controls on the machine to quickly halt operations if necessary.
Implementing these measures significantly enhances safety during CNC turning operations, ensuring a secure working environment.
Personal Protective Equipment (PPE)
Personal Protective Equipment (PPE) is essential in safeguarding operator health and safety during CNC turning operations. According to current industry standards and practices, PPE includes:
- Safety Glasses and Face Shields: These protect the eyes from flying debris and potential impacts.
- Gloves: Cut-resistant gloves provide protection against handling sharp edges and materials.
- Hearing Protection: Earplugs or earmuffs are crucial to minimize exposure to high noise levels generated by CNC machines.
- Respiratory Protection: Masks or respirators are necessary when working in environments with potential inhalation hazards such as metal dust or fumes.
- Protective Footwear: Steel-toe boots guard against heavy objects that might fall or materials on the shop floor.
Ensuring the appropriate selection and use of PPE helps to mitigate various occupational hazards, thereby maintaining a safer operational environment.
Machine Maintenance and Safety Protocols
Proper machine maintenance and adherence to safety protocols are critical to ensuring the efficient and safe operation of CNC turning machines. Key maintenance and safety protocols include:
- Regular Inspection and Servicing: Conduct routine inspections to identify and address wear and tear, misalignments, and potential issues before they lead to machine failure. Service intervals should follow manufacturer recommendations, typically every 500 operating hours, or as specified.
- Lubrication: Maintain adequate lubrication of all moving parts to prevent friction and overheating. Use manufacturer-recommended lubricants and adhere to the specified lubrication schedules.
- Calibration: Regular calibration of CNC machines ensures precision and accuracy. Calibration should be performed monthly or bi-monthly, depending on usage intensity, and should be documented.
- Tool Management: Inspect cutting tools for wear and damage prior to each use. Replace tools when necessary to maintain cutting efficiency and safety.
- Emergency Protocols: Establish clear emergency shutdown procedures. Emergency stop buttons should be tested and accessible, and operators should be trained to use them effectively.
- Electrical Safety: Inspect electrical components regularly for signs of wear or damage. Ensure that all electrical work adheres to OSHA standards and manufacturer guidelines. Replace cables and connectors showing signs of wear, brittleness, or corrosion.
- Cleanliness: Keep the machine and the surrounding area clean. Regularly remove metal shavings, dust, and other debris to prevent contamination and mechanical wear. Specific intervals can include daily cleaning routines at the end of each shift.
- Documentation: Maintain detailed records of all maintenance activities, including inspection dates, issues identified, corrective actions taken, and parts replaced. This documentation supports compliance with industry standards and ensures traceability.
Implementing these maintenance and safety protocols will maximize machine lifespan, enhance operational safety, and ensure the precision and reliability of CNC turning operations.
Common Hazards and How to Avoid Them
- Entanglement: Loose clothing, jewelry, or hair can become entangled in moving machine parts. Operators should wear fitted clothing and secure long hair and jewelry. Ensure that all safety guards are in place and functioning.
- Flying Debris: Chips and shavings from machining processes can be hazardous. Always wear appropriate personal protective equipment (PPE) such as safety goggles and face shields. Use machine guards and chip shields to contain debris.
- Electrical Hazards: Faulty or damaged electrical components can pose serious threats. Regularly inspect electrical systems for wear and ensure all repairs and installations comply with OSHA standards. Use insulated tools and wear rubber-soled footwear when handling electrical equipment.
- Slips and Falls: Oil, coolant spills, and metal shavings can create slippery surfaces. Maintain a clean workspace by regularly cleaning spills and using non-slip mats in high-traffic areas. Conduct routine inspections to identify and rectify potential hazards.
- Tool Breakage: Worn or improperly installed tools can break and cause injury. Conduct thorough inspections of tools before each use and replace them as necessary. Follow manufacturer guidelines for tool installation and maintenance.
- Noise: Prolonged exposure to high noise levels can result in hearing loss. Operators should wear ear protection such as earplugs or earmuffs. Regularly maintain machines to minimize excessive noise.
By recognizing these common hazards and implementing the recommended preventive measures, operators can significantly reduce the risk of accidents and maintain a safe working environment.
Frequently Asked Questions (FAQs)
Q: What is engineering turning?
A: Engineering turning is a machining process used to create cylindrical parts. It involves a rotating workpiece and a single point cutting tool that moves parallel to the axis of rotation to remove material from both internal and external surfaces.
Q: What type of machine tools are used in the turning process?
A: The machine tools commonly used in the turning process include the engine lathe, turret lathe, and computer numerical control (CNC) machines.
Q: How does the workpiece rotate in a turning machine?
A: In a turning machine, the workpiece rotates around its axis of rotation, while the cutting tool moves parallel or perpendicular to the axis to remove material and shape the workpiece.
Q: What are the main types of turning used in machining operations?
A: The main types of turning in machining operations include rough turning, finish turning, and face grooving. Each type is used to achieve different levels of precision and surface quality on the workpiece.
Q: How does turning produce cylindrical surfaces?
A: Turning produces cylindrical surfaces by rotating the workpiece around its axis while a single point cutting tool removes material. The tool moves parallel to the axis of rotation to create external surfaces or internal surfaces of precise diameters.
Q: What is the role of the single point cutting tool in turning?
A: The single point cutting tool in turning is used to remove material from the workpiece. It moves parallel to the axis of rotation and is responsible for cutting and shaping both internal and external surfaces.
Q: What is the difference between turning and drilling?
A: The main difference between turning and drilling is that turning involves a rotating workpiece and a stationary cutting tool that moves parallel to the axis of rotation, while drilling involves a rotating drill bit that moves perpendicular to the workpiece to create holes.
Q: Can turning be done manually?
A: Yes, turning can be done manually using a traditional engine lathe or automatically using computer numerical control (CNC) machines. Manual turning requires a skilled operator to control the machining process.
Q: What are some common operations performed in the turning process?
A: Common operations performed in the turning process include facing, threading, boring, and grooving. Each action involves different tool movements and configurations to achieve the desired shape and surface finishes of the workpiece.
Q: What is finish turning, and how does it differ from rough turning?
A: Finish turning is a machining operation aimed at achieving a smooth and precise surface finish on the workpiece. It uses finer cutting tools and lower cutting forces compared to rough turning, which is primarily used to remove large amounts of material quickly.




