Electric Discharge Machining (EDM) is a very important advanced manufacturing process in the modern industry because of its accuracy and effectiveness. It is able to create intricate shapes and designs on hard materials that cannot be machined through traditional methods due to their hardness or brittleness. Electrical discharges or sparks are used by this technique to remove material from the workpiece without making any physical contact with it, hence minimizing mechanical stress as well as preventing distortion. With high precision levels and excellent surface finish qualities, EDM has become inevitable for aerospace, automotive and medical devices production among other sectors. In this paper we shall give different instances where EDM has been applied showing how these machines have transformed production methods through electric discharges leading to realization of new designs.
What is Electrical Discharge Machining (EDM)?
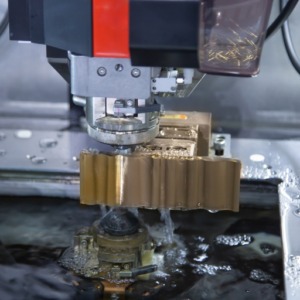
Image source: https://en.wikipedia.org/
Electric discharge machining (EDM) is a method of non-conventional manufacturing that eliminates material from the workpiece by electric discharges or sparks. EDM machines are operated in a dielectric fluid which produces rapid and repetitive spark discharges between an electrode and the workpiece. These discharges melt and vaporize the material through high heat intensity, later flushed away by the dielectric fluid. What sets it apart from traditional machining techniques is that EDM does not require direct mechanical contact which means it can shape hard or fragile materials with accuracy that is typically impossible to achieve using other methods of machining. Such capability makes this process extremely useful for creating intricate shapes and fine details across different sectors such as aerospace, automotive industry as well as medical device production.
How does electrical discharge machining work?
EDM or electrical discharge machining is a technique that works by means of controlled erosion through electric discharges happening between a tool electrode and the work piece being shaped. The following are its major steps:
- Preparation: The workpiece itself is immersed in a dielectric fluid which not only acts as an insulator but also carries away worn off particles so that they do not contaminate their surroundings.
- Sparks Creation: When the electrode gets close to the workpiece, there is application of high voltage causing breakdown of an electrical field stronger than the dielectric’s breakdown point leading into rapid succession of electric sparks.
- Subtraction Of Substance: Every single spark generates extreme heat (up to 12,000°C) which melts small amounts from where it hits then vaporizes them instantaneously.
- Cooling And Flushing: Molten materials are cooled down by this liquid while at the same time pushing any waste matter aside thereby preventing re-adhesion to object under manufacture hence giving smooth finish on surface.
- Reiteration: This action takes place numerous times per second and with accuracy controlling positional changes for electrodes thus enabling production of intricate shapes that can be machined with great precision.
The good thing about EDM is that since it does not involve touching anything, it can easily shape robust materials and achieve fine details which may be beyond reach of conventional techniques.
What are the basic principles of edm process?
The fundamental concept of the Electrical Discharge Machining (EDM) process is electro-erosion by rapid, intense spark discharges in a dielectric liquid between an electrode and a workpiece. The following are some guiding principles:
- Electric discharges: A plasma channel is created within the dielectric fluid by an electric pulse from the electrode, resulting in sparking that wears off the workpiece.
- Controlled environment: Until high voltage is applied to it, the workpiece is surrounded with a dielectric fluid which acts as insulator.
- Material removal: The localized heat produced by this spark leads to vaporization and melting of materials after which they get carried away by the flushing action done through dielectric fluids.
- Accuracy: This method does not come into contact with objects being worked on hence making it possible to shape them accurately without affecting their hardness or causing any other physical distortion.
- Cycle repetition: It involves discharging, eroding and then rinsing many times per second thus enabling creation of complex details and forms.
These basics make electric discharge machining able to achieve high precision when working with difficult-to-cut materials having intricate shapes.
Why use EDM over conventional machining methods?
There are several benefits of Electrical Discharge Machining (EDM) over traditional methods of cutting metal, which is why it can be used for certain applications:
- Ability to Cut Hard Materials: EDM can cut through very hard materials like tungsten carbide or hardened tool steels that cannot be machined with ordinary tools.
- Complicated Shapes: With conventional machining it becomes difficult to produce complex shapes having tight tolerances, but this is not so with EDM. It allows for the creation of internal corners as well as intricate details in cavities.
- No Strain: Deformation often occurs during mechanical processes because they put pressure on items being worked upon; however, since electrical discharge machining does not touch the workpiece there is no chance any such problem would arise here making this method suitable even delicate or fragile parts.
- Surface Finish: Better finishes are obtained by EDM than other methods hence reducing polishing or finishing operations afterwards.
- Less Tool Wearing: Electrically conductive electrodes get eroded while performing their function within an electric field between them and workpiece material under treatment during electrical discharge machining process thus ensuring uniformity in quality throughout long production runs.
- Heat Affected Area Reduction: Heat produced by milling machines when cutting metals causes warping or changing properties due to heat affected zone growth which does not happen with Electric Discharge Machines (EDMs).
Therefore, these advantages are most applicable where accuracy counts such as aerospace industry, mold making or medical device manufacturing among others.
What are the Different Types of EDM?

The Electrical Discharge Machining (EDM) has three main types:
- Wire EDM (WEDM): This type makes use of a thin wire as the electrode which is electrically charged to cut through the workpiece. It is valuable in forming complex shapes and contours hence frequently applied in die and precision part manufacturing.
- Sinker EDM (Die-Sinking EDM): In this method, a pre-shaped electrode is plunged into the workpiece to create a desired cavity or shape. It works well for creating intricate cavity/mold shapes commonly used in tool and die industry.
-
Hole Drilling EDM: This type drills small precise holes using tubular electrodes; it specializes in this area alone. For instance, cooling holes creation on turbine blades among other applications that require deep small holes.
Exploring wire EDM machine and its applications
Wire Electrical Discharge Machining (EDM) is a machining process which employs an electrically energized wire tool to cut through materials. This method stands out because of its accuracy and capability to produce complex shape parts with close tolerances. The wire used in this machine is usually made from brass or copper that are continuously fed off reels so as not only maintain constant cutting performance but also reduce wear on tools.
Applications of Wire EDM
- Complicated shapes: Wire EDM is good at creating difficult geometric configurations – such as intricate profiles and fragile forms that may be tough for traditional machining methods to achieve. This makes it perfect for industries like aerospace or medical devices where precision is critical.
- Prototyping and small batch production: Wire EDM has great precision and flexibility, so it is highly favored for prototyping and short-run manufacturing. It allows quick adjustments to designs without the need for custom tooling.
- Die and mold making: The use of wire electrical discharge machining in producing dies as well as molds cannot be overemphasized; this method ensures accuracy during cutting through hard materials hence resulting into exact products which comply with required specifications thus becoming an indispensable tool in tool and die industry.
- Micro-machining: Also, this process can be used for micro-machining applications such as creating components or parts that are very small in size with fine details which are necessary for electronics industry among others.
The unique capabilities and flexibility of wire-EDM make it an invaluable asset in modern manufacturing because they facilitate the creation of very accurate parts or components that would otherwise be difficult or impossible using alternative machining methods.
Understanding sinker EDM or ram EDM
Sinker EDM, also known as Ram EDM, works differently compared to Wire EDM. In sinker EDM, the electrode is usually made of graphite or copper and is machined into a negative shape of the part. It is then submerged in a dielectric fluid that acts as an insulator. Electrical sparks are generated between the electrode and workpiece which are precisely controlled, this erodes away the material to create complex shapes with very fine features or holes having great depth-to-diameter ratios (here it is called cavity). The method is most effective for cutting hard metals and making deep accurate holes which cannot be produced by conventional machining techniques.
Sinker EDM finds wide application in mold and die manufacturing where it can produce highly detailed molds used in plastic injection molding or metal casting processes among others. Additionally, it is useful for aerospace industry parts requiring tight tolerances such as fuel nozzles; automotive components like cylinder heads where intricate passages need to be accurately formed; electronic device housings that demand small size but high density packaging etcetera.. Sinker edm machines can create sharp corners unlike wire edm. Another advantage of this technology lies in its ability to machine thin walls – something impossible with other methods due to their inability remove enough material without breaking through prior reaching desired feature depth – while still leaving smooth surface finish required by many applications within these sectors.
The role of hole drilling EDM in modern machining process
Modern machining relies on a technique called small hole EDM, fast hole drilling or simply put, hole drilling EDM. It is responsible for the creation of accurate and narrow holes in hard-to-cut materials whose diameter sizes are small. In this approach, an electrode that is tubular and electrically charged helps to make holes very fast repeatedly and with precision having high aspect ratios. Burr-free inner surfaces can be achieved even if carbide, exotic alloys or hardened steel among other materials that cannot easily be drilled using traditional ways and without any impact on their thermal properties.
Aerospace industry heavily depends on hole drilling EDM where it’s used to create cooling holes in turbine blades; medical device manufacturing which requires exactness when making implants & fuel system components fabrication for example those used in cars also greatly benefits from this process. This technology allows shallow angle holes production which is important for safety critical applications that are used in areas such as aviation where performance levels need not be compromised with anything less than perfect size control capabilities at all times. Hole drilling EDM has been able to improve efficiency during operations thereby widening the range of workable materials thus making this type of equipment an essential tool within advanced manufacturing industries today.
How is EDM Applied in the Manufacturing Process?

The primary use of Electrical Discharge Machining (EDM) in the production process is to work with hard materials and create complex shapes that cannot be produced by traditional methods of machining. An electrode and the workpiece are brought together so that sparks can jump between them eroding the material away until it takes on desired form; this is EDM. This technique is especially helpful when manufacturing molds, dies or any other components necessary for aerospace, automotive or medical industries where intricacy may be required. There are different forms or types of EDM such as sinker edm, wire edm and hole drilling edm which are all used for specific purposes like creating detailed cavities, cutting intricate profiles or drilling precise holes respectively. The ability to repeatedly cut tough metals without heating them up too much thus causing damage coupled with accuracy makes this technology an essential part of modern day manufacturing.
Step-by-step overview of edm machining process
- Design Planning: The initial step in this process is to design the component that will be manufactured. Frequently, CAD (Computer Aided Design) software is used to create detailed drawings and specifications.
- Manufacturing of an Electrode: An electrode made from graphite, copper or copper alloys is produced according to design requirements. The electrode’s shape and size are modified to suit the specific application it will be used for.
- Installation: The machine mounts the workpiece on itself with a tool electrode positioned close to its surface. Setting parameters into the EDM system are such as discharge voltage, current and duration among others.
- Starting Process: When machining starts, both the workpiece and electrode get flooded with a dielectric fluid which can either be deionized water or oil. Until a particular voltage threshold is reached, this liquid acts as an insulator; additionally it cools and carries away flushed off material.
- Spark Creation: Rapid electrical discharges are produced by the machine between the workpiece and electrode. These localized intense sparks heat melts vaporizes material from work piece thereby creating necessary cavities or cuts.
- Removal of Material and Flushing: Dielectric fluid flushes out eroded substances continuously circulating through them. This ensures proper removal of debris while enhancing stability during machining process.
- Repetition Control Precision: In order to form desired shapes on work pieces gradually discharges repetitively at accurate intervals controlled by computer system of machines until required dimensions are achieved.
- Post Processing: Additional operations like cleaning, heat treatment or surface finishing may be carried out on machined components so as meet specified standards for design intent realization.
- Assessment of Quality: Dimensional accuracy checking finishing standards compliance surface roughness measurement among others critical features inspections utilizing precision measuring equipment forms part last stage inspection towards ensuring all necessary quality requirements have been met after production completion.
Precision measuring instruments should be employed during final stages inspection ensure conformity with design intent realization criteria followed throughout these steps EDM machining hard materials capable producing complex shapes accuracy demanding high-performance industries.
Applications of electrical discharge machining in industry
Electric discharge machining is used in many industries due to it being able to make detailed and accurate parts from hard materials. In aerospace, turbine blades are manufactured along with other complicated pieces that need high precision and toughness. Automotive uses include engine components, transmission parts as well as plastic injection mold making. Also, medical needs such as surgical instruments production or even intricate prosthetics would be impossible without this precise process which can work on difficult-to-machine materials like metals harder than steel. All these applications demonstrate how versatile electric discharge machining is within modern manufacturing where it plays an important role indeed.
Examples of components machined by EDM
Electrical Discharge Machining is applied in the production of different parts for various sectors. Some include:
- Turbine blades are made using EDM because it can create intricate shapes with great accuracy, which is necessary for aerospace and power generation industries.
- Injection molds rely on EDM to produce precise and detailed plastic injection moulds that enable mass production of components in automotive and consumer goods sectors.
- Medical implants must be manufactured with high reliability, biocompatibility as well as accuracy; this means they have to go through a process called Electrical Discharge Machining (EDM) where surgical instruments are created too so that they can be used during such procedures.
Such cases highlight just how important Electrical Discharge Machining is when it comes to making items which require tight tolerances or have complex geometries.
What Are the Advantages of Using EDM?
There are many unique benefits of electrical discharge machining (EDM). To start, it can work on hard materials that are difficult for traditional methods such as superalloys or hardened steels. Second, this process is very precise and can create shapes within tight tolerances even if they have intricate designs. Another advantage is that it does not cause any mechanical stress while working on fragile or thin-wall components which makes them less likely to break under pressure later on. Moreover, EDM has excellent ability in making fine surface finishes and sharp internal corners so it is perfect for applications where high-quality finishings are needed along with complex geometries being involved. Finally, because there is no physical contact between tool and workpiece during operation wear on tools becomes reduced leading to longer life spans thus allowing more uses per dollar spent while also increasing accuracy between repeated tasks which were done previously by worn out instruments.
Key benefits of edm cutting and machining
- Exactness and Faithfulness: EDM is known for its extraordinary exactitude and fidelity to detail which permits the creation of compound geometries within very narrow tolerances.
- Variety of materials: EDM can cut through hard-to-machine substances that cannot be worked on using traditional methods like hardened steels, carbides or superalloys among others.
- Surface finish: It produces finer surface finishes than any other method thus requiring minimal or no post-processing therefore good for smooth or textured surfaces.
- No mechanical stress: Mechanical stresses caused by cutting forces are absent in this process since it does not involve direct contact between tools and workpieces hence delicate structures are not affected.
- Longevity of tools: Tools used in Electrical discharge machining last longer due to the fact that they do not wear out easily as a result of their non-contact nature with workpieces thereby saving on costs.
-
Complex shapes: The method can create sharp internal corners, small holes with great depth as well as other intricate features where necessary thus making it ideal for producing components having complex shapes.
Comparing EDM to traditional machining methods
When we compare EDM with traditional machining techniques like milling, turning, or grinding there are some obvious points of differentiation and benefits that come up. To begin with, one thing where EDM outperforms all other methods is its ability to create complex shapes and intricate geometries which are hard if not impossible for the latter mentioned ones. This is because it does not need direct contact during machining hence finer details can be achieved as well as deeper cavities made.
Another advantage lies in material adaptability; while conventional machining may struggle with very hard materials such as super alloys or hardened steels etc., electrical discharge machine (EDM) works perfectly fine on them without breaking a sweat! Hence this process finds great application in industries that require high precision levels like medical device manufacturing among others aerospace too being included here.
Finally, surface finish quality produced by electrical discharge machining is usually better than what you get from any other type of traditional cutting tool. It achieves smooth finishes without much post-processing needed not to mention the fact that it can also give more detailed finishes when required. On top of this since there is no mechanical force applied during the whole process so no stresses are induced into workpiece thus retaining integrity even for thin walled sections or delicate parts.
However simple tasks may still call for use of conventional methods especially where time and cost factors form critical points in relation to mass production needs; besides different techniques have their strong areas plus recommended fields of application so ultimately choice should be guided by specific requirements demanded by manufacturing task under consideration.
What Are Common Applications of EDM?
The use of EDM is broad in all areas that require strict precision and complex geometrics. It is often used in the aerospace industry to create turbine blades from superalloys among other components, or the health sector where it helps make sensitive implants and surgical tools. Also, common applications include making punch tools with fine details along with dies or molds used for prototyping purposes among others in the tool & die industry. In addition to this being employed for prototyping and small batch production where high accuracy may be necessary; automotive parts manufacturing process also utilizes Electrical Discharge Machining as does electronics production lines and semiconductor factories too such is how versatile but accurate these machines can be when applied properly into any high-precision manufacturing field.
Industries that benefit from electrical discharge machining
- Aerospace Industry: Turbine blades, fuel nozzles, and complex engine parts are among the many difficult-to-make things made by EDM for the aerospace industry; most of these are also extremely accurate and can be composed of superalloys that are hard to machine.
- Medical Device Industry: When it comes to implanting medical devices or creating surgical instruments which have small details on them, nothing beats Electrical Discharge Machining because its level of accuracy is unmatched anywhere else; healthcare providers must follow very strict guidelines when producing such critical components used in hospitals worldwide – this is why they always use EDMs
-
Tool and Die Industry: Detailed molds necessary for plastic injection molding or metal stamping machines cannot be created without using Electric Spark Erosion technique which allows for high precision machining processes throughout various areas like forging enterprises where dies need accurate hole placements everytime so as not only produce good quality products but also uniform ones.
Specific applications of edm in manufacturing processes
The Electrical Discharge Machining (EDM) is very dynamic and can be used in many industrial processes due to its accuracy and ability to work on hard materials. Below are some specific examples:
- Mold and Tool Making: Electric discharge machining is extensively used for producing high precision molds as well as tools needed for plastic injection molding or metal stamping among others. The process allows the formation of complex shapes with fine details necessary for making quality products.
- Aerospace Component Manufacturing: This industry heavily relies on EDM when it comes to manufacturing parts like turbine blades; fuel systems; other high-stress components found in aircraft engines etcetera which have intricate designs that cannot be achieved using any other means available today .
- Medical Device Production: In medical field they also apply electrical discharge machining during production of surgical instruments, dental implants and orthopedic devices among others so that their accuracy may meet required standards within this sector.
- Prototyping and Custom Parts: Prototypes need precision hence electric discharge machining is best suited for such tasks because it can deliver accurate results every time without fail even when working with difficult-to-machine materials . Examples include automotive industry where cars are made from scratch or electronics sector where gadgets like phones come together bit by bit until they become complete units ready for sale.
- Wear Parts: In case there’s need within an enterprise to enhance durability of wear items then one has no option but go for EDM. Some examples are heavy duty cutting tools among others that require increased lifespan plus improved performance levels.
Overall these instances serve as a testament showing just how versatile electric discharge machining has become over time while still serving various needs in modern day manufacturing sector which requires nothing less than precision coupled with reliability at all times.
Real-world examples of electric discharge machining
- Turbine Blades in Aerospace: General Electric (GE) uses electrical discharge machining (EDM) to create difficult turbine blades for jet engines, which need to be accurate and heat resistant.
- Injection Molds in Plastics Manufacturing: Injection molding systems such as those made by Husky use electrical discharge machining (EDM) to form precise molds around plastic components so that complex designs can be produced repeatedly with accuracy.
-
Medical Implants and Instruments: Stryker is a leading medical technology company that employs electrical discharge machining (EDM) to make orthopedic implants and surgical instruments which must meet strict tolerances for quality control in the healthcare industry.
These instances demonstrate just how crucial EDM is when it comes down to these industries which are technologically advanced, challenging, and require precision.
Frequently Asked Questions (FAQs)
Q: What is Electrical Discharge Machining (EDM)?
A: Electrical Discharge Machining (EDM) is a non-traditional machining process that uses electrical energy to remove material from a workpiece. The process involves generating electric sparks between an electrode and the workpiece submerged in a dielectric fluid, which results in material removal through electrical erosion.
Q: What are the common types of EDM processes?
A: The three common types of EDM processes are die sinking EDM, wire EDM, and hole drilling EDM. Each type utilizes the principle of spark machining but is used for different applications and shapes.
Q: How does the wire EDM process work?
A: The wire EDM process uses a thin, electrically conductive wire as an electrode to cut intricate shapes out of a workpiece. The electric spark generated between the wire and the workpiece causes material removal. This process is particularly useful for producing complex, precise shapes that would be difficult to achieve with conventional machining processes.
Q: What are the advantages of EDM over conventional machining processes?
A: The advantages of EDM over conventional machining processes include the ability to machine complex shapes, achieve high precision, work with hard materials, and produce excellent surface finishes. EDM does not require significant mechanical forces and is effective for materials that would be challenging to machine with traditional methods.
Q: What materials can be processed with EDM technology?
A: EDM technology is highly versatile and can process a variety of electrically conductive materials, including hardened steels, superalloys, ceramics, and various composite materials. Materials with high electrical conductivity and melting points are often best suited for EDM operations.
Q: How does the die sinking EDM process differ from other types of EDM processes?
A: The die sinking EDM process, also known as sinker EDM, involves using a shaped electrode to produce cavities and intricate patterns within a workpiece. Unlike wire EDM, which uses a wire electrode, die sinking EDM uses a fixed electrode that matches the desired cavity shape. This process is ideal for creating molds, dies, and complex internal features.
Q: What roles does the electric field play in EDM work?
A: The electric field in EDM work is crucial for generating the electric spark between the electrode and the workpiece. This applied electric field causes electrical breakdown of the dielectric fluid, allowing the spark to occur and removing material from the workpiece through localized melting and vaporization.
Q: What is the role of dielectric fluid in the EDM process?
A: The dielectric fluid in the EDM process serves several important functions: it acts as an insulator, preventing premature discharge; it cools the workpiece and electrode to prevent thermal damage; it helps flush away eroded material; and it facilitates the electrical breakdown necessary for spark generation.
Q: How does EDM technology affect machining time?
A: EDM technology can affect machining time significantly. While it may be slower than some conventional machining processes due to the spark erosion method, it allows for high-precision and complex shapes that would otherwise be time-consuming or impossible to machine. Advances in EDM operation and automation, such as CNC machining, have improved machining speeds and efficiency.
Q: What safety precautions should be taken during EDM operations?
A: Safety precautions during EDM operations include ensuring proper insulation and grounding to avoid electric shock, maintaining adequate ventilation to remove potentially harmful fumes and particles, using personal protective equipment (PPE), and regularly monitoring the dielectric fluid levels and quality to prevent fire hazards and ensure efficient performance.



