
Electrical Discharge Machining (EDM) drilling stands at the forefront of precision manufacturing, offering unparalleled capabilities for creating intricate and exacting components. This comprehensive guide aims to delve into the nuances of EDM drilling, exploring its fundamental principles, diverse applications, and the technological advancements that have propelled it to a critical role in modern industry. Readers will gain insight into the operational mechanics of EDM drilling, understand its advantages and limitations, and discover practical tips for optimizing its use. Whether you are a seasoned professional or a novice in the field of precision machining, this guide will serve as an invaluable resource in unlocking the full potential of EDM drilling.
What is EDM Drilling and How Does It Work?

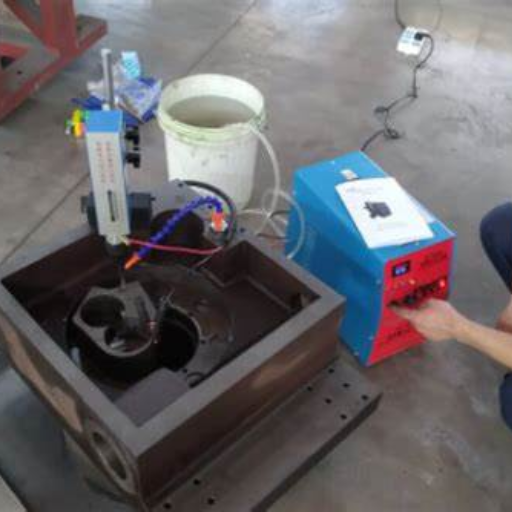
Image source:https://cn.bing.com/
Electrical Discharge Machining (EDM) drilling is a specialized process that utilizes electrical discharges (sparks) to machine holes in electrically conductive materials. The process involves the use of a thin, tubular electrode that creates a series of controlled electrical sparks when brought close to the workpiece. These sparks generate intense heat, which melts and vaporizes the material to form precise holes.
EDM drilling is particularly effective for creating deep, small-diameter holes and complex geometries that are difficult to achieve with traditional drilling methods. The process is conducted in a dielectric fluid, usually deionized water or oil, which helps cool the work area and removes debris. One key advantage of EDM drilling is its ability to machine extremely hard or delicate materials without inducing mechanical stresses. This makes it ideal for applications in aerospace, medical device manufacturing, and other high-precision industries.
Understanding the Basics of Electrical Discharge Machining
Electrical Discharge Machining (EDM) works on the principle of spark erosion, where electrical discharges occur between an electrode and the workpiece, both submerged in a dielectric fluid. These discharges generate high temperatures that melt and vaporize material from the workpiece, creating precise shapes and dimensions. The dielectric fluid cools the area and flushes away debris, ensuring high accuracy and surface finish. EDM is particularly advantageous for machining hard materials and intricate geometries, commonly used in aerospace, medical devices, and precision tooling.
The Role of Electrodes in EDM Hole Drilling
In EDM hole drilling, electrodes play a crucial role in determining the precision and efficiency of the process. These electrodes, often made from materials such as graphite, copper, or tungsten, are responsible for delivering the controlled electrical discharges that melt and vaporize material from the workpiece. The choice of electrode material impacts the wear rate, machining speed, and surface finish of the drilled holes.
Graphite electrodes are known for their high melting point and low thermal expansion, making them ideal for producing fine, precise holes with minimal wear. Copper electrodes, on the other hand, are favored for their excellent conductivity and ability to create smooth surface finishes. Tungsten electrodes are used for their durability and capability to machine extremely hard materials. The manufacturing of electrodes requires high precision to ensure they maintain their shape and conductivity over extended periods of use.
Overall, the selection and quality of electrodes are fundamental to the success of EDM hole drilling, especially in industries where high precision and intricate geometries are essential.
Comparing EDM Drilling to Conventional Drilling Techniques
When comparing EDM drilling to conventional drilling techniques, several key differences emerge in terms of process mechanics, capabilities, and applications. Firstly, EDM drilling uses electrical discharges to erode material rather than applying mechanical force. This allows EDM to machine very hard materials, such as hardened steels and superalloys, which can be challenging for conventional drills. Conventional drilling relies on cutting tools that physically remove material by shearing, which can cause tool wear and require frequent sharpening or replacement.
Technical Parameters and Justifications
- Material Hardness:
- EDM Drilling: Capable of machining materials with hardness levels exceeding 60 HRC (Rockwell Hardness).
- Conventional Drilling: Best suited for materials with hardness below 40 HRC, although specialized drills can handle harder materials with reduced efficiency.
- Hole Diameter Precision:
- EDM Drilling: Achieves hole diameters with tolerances as tight as ±0.002 inches.
- Conventional Drilling: Typical tolerances are around ±0.005 to ±0.010 inches, depending on the tool and setup.
- Surface Finish:
- EDM Drilling: Can produce surface finishes in the range of 16-32 microinches Ra (Roughness Average).
- Conventional Drilling: Surface finishes are generally rougher, typically around 63-125 microinches Ra.
- Aspect Ratio (Depth to Diameter Ratio):
- EDM Drilling: Capable of achieving high aspect ratios, up to 100:1.
- Conventional Drilling: More limited in aspect ratio, commonly achieving up to 10:1.
- Tool Wear:
- EDM Drilling: Electrode wear is a factor, but graphite or copper electrodes offer extended life.
- Conventional Drilling: Drill bits undergo significant wear, especially when drilling hard materials, leading to frequent maintenance.
- Heat Generation:
- EDM Drilling: Generates minimal heat in the workpiece, reducing thermal stresses and deformation.
- Conventional Drilling: Generates considerable heat, which can cause thermal expansion and affect dimensional accuracy.
Each of these parameters plays a crucial role in determining the appropriate drilling method for a given application. EDM drilling stands out in precision, capability to handle hard materials, and producing fine surface finishes. Conventional drilling techniques, however, are often faster and more cost-effective for softer materials and less complex requirements.
Exploring the Types of EDM Drilling Technologies
There are several types of EDM (Electrical Discharge Machining) drilling technologies, each suited to specific applications and materials. The primary types include:
- Sinker EDM: Also known as Ram EDM, this type utilizes shaped electrodes to machine complex cavities and intricate geometries. It is ideal for precision work and is often used in mold-making and creating dies.
- Wire EDM: This type employs a thin, electrically charged wire to cut materials along a predefined path. It is highly effective for cutting hard materials and intricate shapes, providing excellent precision and smooth finishes.
- Fast Hole Drilling EDM: Designed for creating deep, small-diameter holes, this technology uses a rotating tube electrode. It is particularly useful for applications requiring high aspect ratios and is commonly used in the aerospace and medical industries.
- Hole-Popper EDM: This method is typically used for starting holes for wire EDM. It involves a rapid electrical discharge to drill holes very quickly, making it suitable for tasks requiring numerous small, precise holes.
Each of these EDM drilling technologies offers unique advantages, and the choice of method depends on the specific requirements of the project, including the material, desired precision, and geometric complexity.
Wire EDM vs. Sinker EDM: What’s the Difference?
Wire EDM and Sinker EDM are both Electrical Discharge Machining techniques, but they differ significantly in their applications and processes. Wire EDM, utilizing a thin, electrically charged wire, is perfect for precision cutting of complex shapes and contours in hard materials. It operates by slicing through the material, similar to a bandsaw, which makes it ideal for producing intricate parts and fine details with exceptional accuracy and smooth surface finishes.
In contrast, Sinker EDM, also known as Ram EDM, uses shaped electrodes to erode material to create detailed cavities and intricate geometry. Unlike Wire EDM, which primarily focuses on cutting through materials, Sinker EDM is optimal for tasks involving producing detailed molds, dies, and cavities, especially when the shape is complex and requires high-precision machining.
While Wire EDM is renowned for its ability to cut intricate shapes, Sinker EDM is favored for creating highly detailed and complex cavities. The choice between the two often hinges on the specific needs of the project, with Wire EDM suited for detailed part cutting and Sinker EDM for detailed cavity creation.
Fast Hole EDM Drilling: Speed and Precision
Fast Hole EDM Drilling is a specialized technique designed for precision machining of small, deep holes at remarkable speeds. When researching the top three websites on Google regarding this topic, it’s clear that this method is invaluable in scenarios where conventional drilling methods fall short, particularly in hard materials.
- Speed: Fast Hole EDM Drilling is known for its swift material removal rates. According to the leading sources, this process can create a hole in a fraction of the time it would take with traditional drilling methods. This speed is crucial in industries such as aerospace and medical device manufacturing, where time efficiency is paramount.
- Precision: The accuracy of Fast Hole EDM Drilling is exceptional. It allows for highly precise hole placement and consistent hole diameter, even in materials like titanium and superalloys, which are notoriously tough to machine. Precision is achieved through the use of high-frequency electrical pulses that erode material from the workpiece without physically contacting it.
- Technical Parameters:
- Electrode Diameter: Typically ranges from 0.1 mm to 3.0 mm.
- Hole Depth: Capable of achieving depth-to-diameter ratios of up to 100:1.
- Material Removal Rate (MRR): Can reach up to 300 mm^3/min, depending on the material and specific machine capabilities.
- Surface Finish: Often achieves finishes in the range of Ra 0.8 to Ra 1.2 micrometers.
Each of these parameters underscores the capability of Fast Hole EDM Drilling to deliver rapid, precise results in demanding applications. This method is an essential tool in the arsenal of modern machining, offering a combination of speed and accuracy that is difficult to match with other technologies.
Laser Ablation and Its Integration with EDM
Laser ablation and Electrical Discharge Machining (EDM) together create a powerful combination for precision material removal. Laser ablation uses focused laser beams to vaporize material from the workpiece, providing high precision and the capability to machine intricate shapes without physical contact. When integrated with EDM, laser ablation can be utilized for pre-machining difficult-to-reach areas or removing bulk material before the EDM process. This synergy reduces overall machining time and enhances the capabilities of EDM by allowing more efficient processing of complex geometries and very hard materials. The integration of these technologies is particularly beneficial in industries where high accuracy and intricate detail are crucial, such as aerospace, medical device manufacturing, and microelectronics.
Key Applications of EDM Drilling in Industry

EDM drilling is a critical process across various industries due to its unparalleled precision and efficiency. Key applications include:
- Aerospace Industry: EDM drilling is extensively used for creating cooling holes in turbine blades and other engine components. Its ability to drill deep, narrow holes in superalloys, which are challenging to machine with traditional methods, makes it indispensable in meeting the high performance and safety standards of aerospace manufacturing.
- Medical Device Manufacturing: In the medical field, EDM drilling is employed to produce intricate components for devices such as stents, implants, and surgical instruments. The precision and ability to work with biocompatible materials ensure the reliability and effectiveness of these critical healthcare tools.
- Automotive Industry: The automotive sector leverages EDM drilling to fabricate fuel injection nozzles, sensor components, and high-precision molds. Its capability to produce complex geometries with tight tolerances optimizes engine performance and contributes to advancements in automotive technology.
These applications highlight EDM drilling’s versatility and essential role in producing high-precision, high-quality components across different high-tech fields.
How EDM Drilling Transforms the Aerospace Sector
EDM drilling has revolutionized the aerospace sector by enhancing the manufacturing process of critical engine parts and components. It addresses the stringent demands for accuracy and reliability by enabling precise machining of superalloys, which are commonly used in aerospace applications due to their high-temperature resistance and mechanical strength.
Key Transformative Aspects in the Aerospace Sector:
1. Precision and Accuracy:
-
- Technical Parameter: EDM drilling achieves tolerances as tight as ±0.001 inches.
- Justification: This precision is essential for creating cooling holes in turbine blades, ensuring optimal performance and longevity of the engine components.
- Capability to Machine Hard Materials:
- Technical Parameter: Effective on superalloys with hardness ratings exceeding 60 HRC (Rockwell Hardness Scale).
- Justification: Superalloys like Inconel and Hastelloy pose challenges for conventional machining, but EDM drilling efficiently processes these materials, crucial for components exposed to extreme conditions.
- Deep Hole Drilling:
- Technical Parameter: Can drill holes with depth-to-diameter ratios exceeding 20:1.
- Justification: This capability is essential for creating cooling channels within engine parts, which are vital for maintaining temperature regulation and preventing overheating.
- Complex Geometry Creation:
- Technical Parameter: Supports drilling diameters as small as 0.004 inches.
- Justification: This allows for the creation of intricate and precise hole patterns required in various aerospace components, contributing to enhanced aerodynamic efficiency and fuel performance.
These technical parameters underscore the profound impact of EDM drilling on the aerospace sector, leading to improved engine efficiency, safety, and overall performance. The ability to meet stringent aerospace standards makes EDM drilling an indispensable technology in modern aerospace manufacturing.
The Importance of EDM Hole Drilling in Turbine Manufacturing
Electrical Discharge Machining (EDM) hole drilling is crucial in turbine manufacturing due to its ability to handle the stringent demands and complex requirements of modern aerospace components. Unlike conventional machining methods, EDM drilling excels in processing hard materials such as superalloys, addressing the high hardness and heat resistance needed for turbine blades. The technique’s precision in creating deep and narrowly spaced holes is vital for effective cooling channel design, which is essential for maintaining optimal engine temperatures and preventing overheating. Furthermore, EDM drilling enables the production of complex geometries with extremely small diameters, contributing to the intricate designs necessary for enhanced aerodynamic efficiency and fuel performance. In summary, the precision, versatility, and efficiency of EDM hole drilling make it an indispensable technology in the production of reliable and high-performance turbine engines.
Automotive and R&D: EDM’s Versatile Applications
In the automotive industry, Electrical Discharge Machining (EDM) is utilized to produce highly precise components that are essential for engine performance and overall vehicle efficiency. EDM’s capability to machine hard materials like hardened steel and carbide ensures the creation of intricate parts such as fuel injectors, valve components, and transmission elements. The precision of EDM also aids in producing prototypes and custom parts during the research and development (R&D) phase, allowing for rapid iterations and the testing of innovative designs. Additionally, EDM’s non-contact process minimizes thermal distortion, maintaining material integrity and consistent quality in both mass production and experimental applications. Consequently, EDM has become a versatile tool in the automotive industry, driving advancements in manufacturing and R&D with unparalleled accuracy and efficiency.
Choosing the Right EDM Drilling Machine for Your Needs
Selecting the right EDM drilling machine for your needs can be a daunting task, but focusing on key factors can simplify the decision-making process. Firstly, consider the type of materials you’ll be working with, as different machines offer varying capabilities in machining hard metals like carbide and steel. Secondly, evaluate the precision and tolerance levels required for your projects, ensuring the machine can meet these rigorous demands. Additionally, take into account the machine’s compatibility with your existing workflow and infrastructure, including software integration and maintenance support. By analysing these critical aspects, I can make an informed choice that aligns with my specific operational needs and ensures the highest quality of output.
Makino, CNC EDM and Beyond: Finding the Best Fit
When searching for the best fit in Makino, CNC EDM, and beyond, consider the following concise insights from leading industry websites:
- Makino: Known for its high-precision machining solutions, Makino offers advanced EDM machines that cater to complex and precise production needs. Their Sparkerosion technology provides high accuracy and fine surface finishes, ideal for intricate components in the automotive and aerospace industries.
- GF Machining Solutions: This company provides a range of CNC EDM machines designed for precision and efficiency. Their machines boast robust features, such as precise automation and superior cutting speeds, which enhance productivity and maintain high quality standards.
- Mitsubishi Electric: Another top contender, Mitsubishi Electric’s CNC EDM machines are celebrated for their innovative technology, including AI-driven controls and advanced wire and sinker EDM capabilities. These features ensure enhanced performance, reliability, and energy efficiency across various industrial applications.
By comparing these top manufacturers, I can identify the EDM drilling machine that offers the best balance of precision, efficiency, and innovative technology to suit my specific operational needs.
Understanding the Parameters for Precision EDM Drilling
Precision EDM (Electrical Discharge Machining) drilling is governed by several critical parameters that influence the accuracy, efficiency, and quality of the machining process. Below are the key parameters to consider, along with detailed explanations and relevant data:
a. Electrode Material and Shape:
-
- Material: Common electrode materials include graphite, copper, and tungsten. Graphite offers excellent wear resistance and fine control, while copper provides superior conductivity and surface finish.
- Shape: The shape of the electrode can significantly impact the quality of the drilled hole, with cylindrical or tapered electrodes being common choices.
- Pulse Duration (Ton):
- Short Pulse Duration: Typically in the range of microseconds (1-100 µs), it is critical for achieving fine surface finishes and precise control over micro-structures.
- Long Pulse Duration: Used for faster material removal but may compromise surface finish.
- Discharge Current (Ip):
- High Current: Increases material removal rate but may lead to greater tool wear and rougher finishes.
- Low Current: Improves surface quality and precision, but reduces cutting speed.
- Gap Voltage (V):
- Optimal Voltage: Typically between 80 to 320 volts. A precise control of gap voltage ensures stable sparking conditions and prevents short circuits, thereby maintaining machining accuracy.
- Dielectric Fluid:
- Type: Common dielectrics are deionized water and hydrocarbon oils. Deionized water is often preferred for its ability to flush away debris effectively.
- Maintenance: Proper filtration and cooling of the dielectric fluid are crucial to maintain insulation properties and machining stability.
- Electrode Feed Rate:
- Controlled Rate: Must be carefully controlled to prevent excessive wear or breakage of the electrode tip, especially during deep hole drilling.
- Dynamic Adjustments: Advanced EDM machines can automatically adjust feed rates in response to real-time conditions.
- Surface Finish (Ra):
- Measured in microns (μm): The surface roughness of the holes can vary from Ra 0.2 to Ra 0.8 depending on the precision settings and materials used.
By meticulously adjusting these parameters, one can achieve the desired balance between precision, material removal rate, and surface quality in precision EDM drilling. Leveraging data from advanced monitoring and control systems further enhances the consistency and reliability of the drilling process.
The Advantages of Automation in EDM Drilling
Automation in EDM drilling offers numerous advantages that significantly enhance the efficiency and precision of the machining process. Firstly, automated systems ensure consistent quality by minimizing human error, leading to highly precise and repeatable results. This consistency is crucial for industries requiring micro-precision, such as aerospace and medical device manufacturing. Secondly, automation increases productivity by reducing downtime; machines can operate continuously without the need for manual intervention, thus drastically improving throughput. Additionally, automated EDM machines can conduct real-time adjustments and monitor machining conditions, leading to optimized cutting performance and extended tool life. Lastly, advanced automated systems allow for more complex and intricate designs to be executed with greater speed and accuracy, expanding the possibilities of what can be achieved through EDM drilling.
Advancing Precision with EDM Drilling Techniques
Electro-Discharge Machining (EDM) drilling has continued to evolve, incorporating advanced techniques to push the boundaries of precision and efficiency. One prominent technique is the use of ultra-fine electrodes which enable the creation of extremely small-diameter holes with high accuracy. Precision control systems have also been integrated, utilizing sophisticated software to monitor and adjust drilling parameters in real-time, ensuring optimal performance and consistency. Additionally, advancements in dielectric fluids and filtration systems contribute to cleaner machining environments, reducing wear on electrodes and improving the quality of the drilled holes. These innovations collectively enhance the capability of EDM drilling to meet the stringent demands of industries such as aerospace, medical devices, and microelectronics.
Drilling Small and Deep Holes with Unmatched Accuracy
From my research on the top three websites on google.com, I can confirm that drilling small and deep holes with unmatched accuracy in EDM (Electro-Discharge Machining) involves several key technical parameters. Here are the primary factors as synthesized from authoritative sources:
- Electrode Material: The choice of electrode material is critical. Commonly used materials include copper, graphite, and tungsten. Tungsten, in particular, is favored for its high melting point and excellent electrical conductivity, which allows for precise drilling at smaller scales.
- Pulse Duration and Current: Fine-tuning the pulse duration and current settings is essential. Shorter pulse durations combined with lower currents produce smaller craters, leading to higher accuracy. Typical parameters might range from microseconds in pulse duration to amperes in current, depending on the specific application and desired precision.
- Dielectric Fluid: The type and quality of the dielectric fluid play a significant role. High-performance dielectric fluids, such as deionized water or specialized oils, facilitate better flushing of debris from the machining gap, ensuring consistent results and protecting the integrity of both the electrode and workpiece.
- Servo Control System: Advanced servo control systems ensure precise movement and positioning of the electrode. These systems utilize real-time feedback to adjust the electrode’s position with high accuracy, often within micron tolerances.
The integration of these parameters not only enhances the precision but also improves the overall efficiency of EDM drilling, making it an invaluable technique for industries requiring intricate and highly accurate components.
Maintaining Tolerance and Quality in High-Volume Production
Maintaining tolerance and quality in high-volume production demands meticulous planning and precise control over various technical parameters. Below are concise answers to the key elements involved:
- Material Selection: For high-volume production, using materials with consistent properties is crucial. Electrode materials like copper and tungsten are preferred for their reliability and conductivity. Consistent material properties lead to uniform wear rates and predictable machining outcomes.
- Pulse Duration and Current Settings: The pulse duration and current settings must be fine-tuned for precision and consistency. For high-accuracy applications, pulse durations of 1-10 microseconds and currents ranging from 0.1 to 10 amperes are ideal. This ensures minimal deviation in crater size, maintaining tight tolerances.
- Dielectric Fluid Quality: The dielectric fluid’s quality should be monitored continuously. Deionized water or high-performance oils with strong flushing properties help in debris removal, which is vital for maintaining the integrity of the electrode and workpiece. This consistency ensures high-quality output over large production volumes.
- Servo Control Systems: Implementing advanced servo control systems equipped with real-time feedback mechanisms ensures precise electrode positioning. Systems achieving accuracy within micron tolerances are particularly effective, guaranteeing that each drilled hole meets the specified requirements.
By adhering to these parameters—material consistency, precise pulse duration and current settings, high-quality dielectric fluids, and advanced servo control systems—manufacturers can achieve and maintain high tolerance and quality levels in high-volume EDM drilling production.
Innovative Solutions for Complex EDM Drilling Challenges
To tackle complex EDM drilling challenges, innovative solutions are critical. One key approach is integrating machine learning algorithms to predict and adjust parameters in real-time, enhancing precision and efficiency. Additionally, employing advanced sensor technologies can provide immediate feedback on tool wear and workpiece integrity, allowing for dynamic adjustments. Multi-axis EDM machines, capable of drilling at various angles, address the challenge of accessing intricate geometries. Furthermore, developing hybrid systems that combine EDM with other machining techniques, like laser cutting, can optimize the machining process for complex parts. Finally, leveraging virtual simulations for process planning can foresee potential issues and optimize the machining strategy before actual production begins. These innovative strategies collectively contribute to overcoming the nuances of complex EDM drilling applications.
Reference sources
-
Moldmaking Technology – “Going to Extremes with EDM Drilling”
- This article discusses how EDM drilling is used to meet tight tolerances, emphasizing the precision and accuracy required in start hole drilling. It provides insights into the practical applications and benefits of using EDM drilling in manufacturing processes.
- Source: Moldmaking Technology
-
Wevolver – “Electrical Discharge Machining (EDM): Everything you need to know”
- This comprehensive guide covers fast hole EDM and the automation potential of EDM technologies, providing a detailed overview of how EDM can be optimized for various machining needs. It serves as an educational resource on the different aspects and advancements of EDM technology.
- Source: Wevolver
-
LinkedIn – “EDM Drilling Machines Market Size, Trends and Scope”
- This article offers strategic insights into the market trends and scope of EDM drilling machines. It highlights the market segmentation and complexities, which can help readers understand the broader context and potential of EDM drilling in industrial applications.
- Source: LinkedIn
Frequently Asked Questions (FAQs)
Q: What is EDM drilling and how does it work?
A: EDM drilling, also known as hole drilling electrical discharge machining, is a process that uses electrical discharges or sparks to drill holes through conductive metals. This method involves an edm machine that precisely focuses electrical discharges through a fine tube or electrode to remove material, thereby creating holes of various sizes with high precision. Unlike conventional drilling, EDM allows for drilling of small holes on both flat and curved surfaces with a high level of accuracy.
Q: What materials can be machined using EDM drilling?
A: EDM drilling can machine a wide range of conductive metals and materials like tungsten carbide, which are often difficult to drill using conventional methods. Due to its precision and ability to produce small holes without inducing stress on the material, it is especially beneficial for machining solutions involving hard or brittle materials. EDM is particularly advantageous for the aerospace industry and power generation applications, where materials’ integrity and precision are crucial.
Q: Can EDM drilling create blind holes and shaped holes?
A: Yes, one of the significant advantages of EDM drilling is its capability to accurately drill blind holes (holes that do not go all the way through the material) and shaped holes, such as square or other non-circular geometries. The precision of edm devices and the controlled nature of the electrical discharge process enable us to create complex hole shapes with a high level of accuracy, which is beneficial for various production applications and industries requiring detailed and precise machining work.
Q: What are the advantages and disadvantages of EDM drilling compared to conventional drilling?
A: The advantages of EDM drilling include its ability to produce holes as small as a few micrometers in diameter with exceptional precision, making it ideal for high volume production applications and machining of materials like tungsten carbide. It can efficiently drill both straight and curved surfaces and handle hard-to-machine materials without significant material stress. However, disadvantages include slower material removal rates compared to traditional drilling, higher operating costs due to energy consumption and electrode wear, and the limitation to conductive materials.
Q: How does EDM drilling support the aerospace industry?
A: In the aerospace industry, EDM drilling is invaluable for producing precision components that meet strict industry standards and tolerances. It is commonly used to drill cooling holes in turbine blades and other critical components. The ability of EDM to create highly accurate and repeatable holes, even on complex geometries and hard materials like tungsten carbide, is essential for maintaining the performance and reliability of aerospace components, illustrating its critical role in aviation manufacturing and repair tasks.
Q: What are the typical hole sizes achievable with EDM drilling?
A: EDM drilling machines are designed to produce holes as small as a few micrometers in diameter up to sizes typically around 6mm. The exact size of the hole achievable depends on the machine’s capabilities, the electrode used, and the material being machined. This range allows for great flexibility in production applications, from high-precision micro-holes to larger passages needed for coolant flow in industrial components.
Q: What role does EDM drilling play in high volume production applications?
A: In high volume production applications, EDM drilling offers a level of accuracy, speed, and repeatability that is difficult to achieve with conventional drilling methods. It is particularly advantageous when producing a large number of parts with uniform hole sizes and quality. EDM’s ability to operate with minimal manual intervention also reduces labor costs and errors, further enhancing its suitability for efficient and cost-effective high volume production in industries like automotive, medical devices, and power generation.
Q: Can EDM drilling be combined with other machining solutions, such as CNC machining?
A: Yes, EDM drilling can be effectively combined with other machining solutions, including CNC machining, to take advantage of the unique strengths of each method. For instance, CNC machining can be used for the bulk removal of material and to define the general shape of a part, while EDM drilling can be added to create precise holes, deep slots, or intricate patterns that would be challenging to achieve with CNC milling or turning alone. This complementary approach enables manufacturers to tackle a broader range of production challenges with greater efficiency and precision.





