
In the always changing world of metal 3D printing, Direct Energy Deposition (DED) printers have become a game-changing technology. This ultimate guide seeks to give a thorough understanding of DED printers, their unique capabilities, applications and advantages over traditional manufacturing methods. Whether you are an industry expert or someone who is new to cutting-edge technologies, this guide will cover the principles behind DED as well as its operational mechanics and real-world use cases. Our objective is to provide you with a basic knowledge about how DED printers are transforming the manufacturing sector by delivering increased precision, reduced waste and unparalleled flexibility in terms of material usage and design complexity.
What is Direct Energy Deposition (DED) in Metal Additive Manufacturing?
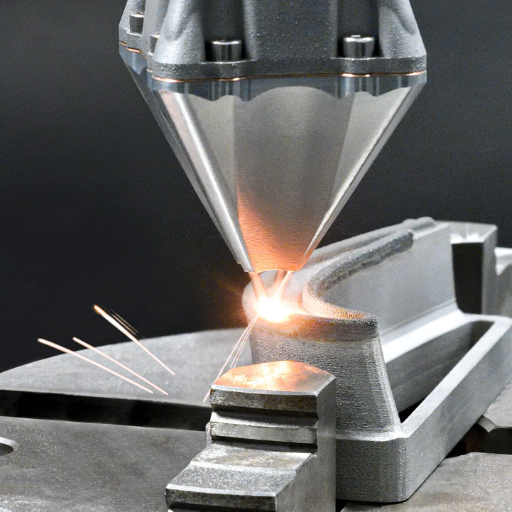
Image source: https://all3dp.com/
Direct Energy Deposition (DED) is an advanced metal additive manufacturing process that uses focused thermal energy – such as a laser, electron beam or plasma arc – to melt materials as they are being deposited thus causing fusion between them. In DED, metallic powder or wire is fed directly into the path of the heat source which then melts and solidifies it creating complex three-dimensional structures. This method allows for high rates of deposition making it very useful when it comes to repairing existing components; adding intricate features onto pre-fabricated parts; fabricating near net shape pieces possessing superior mechanical properties among other benefits.
Understanding Direct Energy Deposition (DED) Technology
The process of direct energy deposition (DED) is a complex additive manufacturing technology that employs thermal energy directed from a laser, electron beam or plasma arc to melt material and build it up layer by layer. In this method, metallic powder or wire are fed into the source of thermal energy where they are joined together to form three-dimensional structures. It is known for its high deposition rates as well as its versatility with different materials.
DED technology has many benefits according to leading experts at Google; DED technology can repair worn out parts, add intricate features onto existing components or create prototypes with precise geometries. The process is loved because it can produce strong metallurgical bonds, high-quality finishes and detailed customization. Aerospace, automotive and medical industries use DED for making parts which have a combination of complexity, performance and waste reduction in their manufacture such that more material gets used efficiently than before.
How Does DED Differ from Other Additive Manufacturing Methods?
Direct Energy Deposition (DED) is unique among additive manufacturing methods in that it uses lasers, electron beams, or plasma arcs to concentrate thermal energy. This is in contrast to other methods such as Stereolithography (SLA) and Fused Deposition Modeling (FDM), which typically employ UV light or heated extruders for curing photopolymer resin or extruding thermoplastic filament respectively; whereas these methods only cure photopolymer resin with UV light or extrude thermoplastic filament with heated extruders respectively. In DED, metal powder or wire is melted and deposited directly onto a substrate.
In addition, compared with Selective Laser Sintering (SLS) and Electron Beam Melting (EBM) – processes that mainly use powdered materials and need a powder bed – DED has higher deposition rates. Therefore, it can be more efficient for large-scale manufacturing and repairs since material can be added directly onto existing parts. Also, unlike any other method of its kind, DED can form stronger metallurgical bonds while generating complex high-performance components having better material qualities but less waste; this is particularly useful in industries like aerospace engineering where there are stringent requirements on weight reduction without compromising strength as well as automotive industry where durability matters most alongside medical devices production sector requiring precision parts fabrication techniques.
Types of DED Processes: Laser, Arc, and Electron Beam
Laser DED involves using a high-powered laser to melt and deposit metal powder or wire directly onto a substrate. Thus, this technique offers detailed control of the deposition process, which enables the production of delicate and strong parts. Above all else, laser DED is known for its flexibility and ability to work with different materials.
Arc DED employs an electric arc as the heat source for melting metal wire that is then deposited layer by layer to form a part. It is simple and cheap therefore most appropriate in repair and maintenance works within industries. In general terms, with arc DED you can achieve higher deposition rates which means it can be applied effectively during large scale manufacturing.
Electron Beam DED involves melting metal wire or powder using a focused beam of electrons in a vacuum environment. This method has excellent capabilities for attaining high deposition rates and better metallurgical properties due to lowered oxidation caused by vacuum conditions. Electron beam DED is best suited for applications where precision and performance are demanded such as aerospace industry or medical sector.
How Do DED 3D Printers Work?

Focused Directed Energy Deposition (DED) 3D printers melt a material feedstock—such as metal powder or wire—by using a heat source like an electric arc, laser, or electron beam. Each layer is then placed on top of the other to create a part. The printer is guided by slicing a CAD model into layers at the beginning of the process. The material hardens and fuses with the earlier laid layers as it gets deposited thereby achieving parts with high precision. Accurate deposition is ensured by monitoring the movement of nozzle and substrate so that complex geometries can be made and high-performance components can be built through this method.
The Core Components of a DED Machine
The functionality and performance of a Directed Energy Deposition (DED) machine depend on the core components. These are:
- Heat Source: This may be a laser, electric arc or electron beam that melts the material feedstock.
- Material Feedstock Delivery System: It supplies metal powder or wire to the heat source, which must flow consistently for deposition to occur properly.
- Deposition Head: The deposition head combines the heat source with feedstock delivery system so as to control where each layer of molten material is placed accurately.
- Motion Control System: It directs how the CAD design should be followed during accurate positioning through guiding both substrate and deposition head movement. Multi-axis robots or gantry systems can be used in this process.
- Powder Management System: In machines using powder, unused powder is recycled back into useful state by this system to enhance efficiency while minimizing wastage.
- Cooling System: After deposition has taken place, controlled cooling of part ensures desired metallurgical properties are achieved.
- Control Software: This software deciphers machine instructions from CAD design while controlling every step involved in deposition such as intensity of heat source among others like material delivery and motion control.
These parts combine together to realize accurate realization of complex geometries and high-performance parts in DED 3D printing.
Step-by-Step Breakdown of the DED Printing Process
- Creating the CAD Model: The first step is to make an elaborate CAD model of the required part. This digital design serves as a guide for the DED process.
- Machine Setup: Calibration of the DED machine takes place at this stage whereby its components are positioned as per the CAD model specifications including but not limited to feedstock delivery system for heat source motion control system among others.
- Material Input: The material feedstock delivery system is loaded with metal wire or powder feedstock; thus ensuring continuous supply and accurate quantities of materials by the machine to the deposition head.
- Deposition Process: Here, the material transfer nozzle that incorporates both heat source and feedstock delivery systems starts depositing layers onto substrate by melting them through pre-programmed path in accordance with each layer’s position.
- Building Layer upon Layer: In order to achieve precision in placing every single layer, a deposition head which moves along x-y-z axis under guidance from motion control system is used so that it can accurately locate where each new layer should be formed until completion.
- Monitoring While Depositing: Real-time monitoring is done throughout this phase via various sensors integrated with control software which checks on parameters like temperature, velocity etc., making necessary corrections where need be for improved results.
- Cooling after Deposition: Cooling comes immediately after printing whereby cooling rate must be controlled appropriately using cooling device in order to obtain desired metallurgical properties as well prevent any form of defect formation within finished part due overheating during processing.
- Post Processing Procedures: Eventually finishing such as machining or surface treatment might follow heat processing if needed ; also could undergo these steps after being printed so that final requirements are met thereby ensuring higher quality standards are achieved.
These stages collaborate towards manufacturing parts having intricate geometries that exhibit excellent performance hence making DED 3D-printing widely used in advanced production.
The Role of Energy Sources in DED: Laser, Arc, and Electron Beam
Laser: Direct Energy Deposition uses lasers for their high precision and control. It is precise because the beam of light is concentrated and it controls because it can heat only one specific point laser-based DED machines are very good at accuracy with low HAZ (heat affected zones) production which means that they can create complicated shapes while fixing expensive parts.
Arc: Electric arcs are used in arc based direct energy deposition systems as a way to provide heat by melting metals. This method works well because it’s strong enough but also cost effective Another reason why this is so popular among other methods is due to its adaptability with many different kinds of materials including those hard-to-work-with metals like steels or titaniums sometimes used in additive manufacturing processes where larger size pieces required rather than intricate detail work where more material may need added quickly without worrying too much about being precise on placement.
Electron Beam: Electron beam DED also known as electron beam freeform fabrication uses an electron gun that emits electrons into a vacuum chamber where they collide with atoms releasing heat which then melts metal powder fed through nozzle tip onto substrate surface beneath it While working under high power levels necessary for fast rate of material addition, such condition reduces chances for contamination since most vapors evaporate easily within such conditions characterized by low pressure and absence air molecules around them It should be noted though that this method has high efficiency rates especially when processing aerospace grade alloys having refractory properties or those reactive towards oxygen.
Each of these sources of energy has its own strengths which enable customizing the process according to specific needs in manufacturing and materials.
What Are the Advantages and Disadvantages of Using DED?

Advantages:
- High Material Efficiency: DED is able to add material precisely, minimizing waste compared to subtractive manufacturing methods.
- Versatility: DED can work with a variety of materials, such as metals and composites, which makes it suitable for different industries.
- Rapid Prototyping and Repairs: This method is great for fast production of prototypes or mending already existing parts, especially those that are valuable.
- Complex Geometries: The possibility of adding one layer on top of another allows making very complicated shapes that would be hard to achieve by means of traditional techniques.
- Reduced Lead Times: Faster production and repair processes lead to shorter lead times thus increasing operational efficiency.
Disadvantages:
- Limited Precision: Although some techniques provide high precision in DED, others may not give as much detail as different additive manufacturing systems do.
- Surface Finish: Components often need further post-processing operations in order to obtain smooth surface finish what takes extra time and money.
- Equipment Costs: A significant initial investment into DED machinery and systems can make them less affordable for smaller enterprises.
- Heat-Affected Zones: Depending on the energy source used during deposition heat may damage material integrity around the area which will require additional treatment later on.
- Complexity in Process Control: It’s technically difficult to control various factors during DED so this process might need specialized knowledge.
Key Advantages of DED Technology
- High Material Efficiency: Compared to traditional manufacturing methods, DED technology deposits material exactly where it is needed thus reducing waste in a significant manner.
- Enhanced Design Flexibility: This process enables the creation of complex geometries and intricate designs that are difficult to achieve using conventional techniques.
- Repair Capabilities: The ability of DED to repair and refurbish high-value components is one its most notable features; this extends their lifespan thereby reducing replacement needs.
- Rapid Development: Quick prototyping is supported by DED which also shortenes production cycles thus allowing for faster time-to-market for new products.
- Material Versatility: Different materials with various properties and applications including metals, alloys, composites among others can be worked on by the technology.
- Customization and Adaptability: On-the-fly adjustments as well as customization are allowed by DED making it suitable for specialized and low-volume production runs.
Challenges and Limitations of DED
- Limitation of cost: High capital expenditure on DED machinery and systems in the beginning may limit accessibility to smaller enterprises.
- Heat Affected Zones: Depending with the power source, heat may affect material integrity around deposition area thus making it necessary for further treatment.
- Control Complexity: It could be technically difficult to control various aspects of DED process and might need a specific skill-set.
- Quality of Surface Finish: Rough surface finishes are common with components manufactured through DED hence additional post-processing is required for desired smoothness.
- Accuracy of Dimension: Tight tolerances might not be maintained since there may be slight deviations introduced into part dimensions by DED processes at large
- Environmental Requirements: For uniformity in quality during deposition environmental conditions like temperature or humidity should be kept under strict control as they can easily get affected during this phase.
- Materials Constraints: Although versatile in nature, not all materials work well with this procedure; some might crack while others become porous.
- Trade-off between Speed and Accuracy: Finding a balance between speed of depositing material and precision is hard because specific goals require one aspect more than another sometimes.
These difficulties point out continuous improvement and optimization needs within DED technology so that its strengths can be fully exploited while weaknesses are addressed.
Comparing DED to Traditional Manufacturing Methods
When comparing Directed Energy Deposition (DED) with traditional manufacturing methods, there are a few main differences and advantages. First of all, DED has a much better material efficiency since it just adds where necessary thereby reducing wastage. Conversely, usual ways such as CNC machining often subtract from bigger blocks which leads to more waste being generated. Secondly, one can use DED for fixing or improving on already existing parts which is quite hard when using normal techniques. Such ability comes in handy especially within sectors like aerospace and automotive where they deal with components of high value that require maintenance. Furthermore, DED can work with many different materials including advanced alloys and composites although it may have some limitations in terms of materials as stated earlier on.
On the other hand traditional methods might be limited by material workability. However much good this may seem, we cannot fail to recognize the fact that DED still falls short of precision and reliability achieved by well established conventional manufacturing processes in terms of process control; surface finish; dimensional accuracy etcetera while at the same time presenting more challenges in these areas too as compared with them . This implies that when deciding between DED and usual ways one needs to take into account specific needs or constraints imposed by particular applications.
What Materials Can Be Used in DED Metal 3D Printing?

DED metal 3D printing works well with different materials, which makes it suitable for various uses. Frequently employed elements include high-strength steels, titanium alloys, nickel-based superalloys and aluminum. Besides cobalt-chrome, copper and tool steels can also be processed by DED. This range enables the production and mending of components in diverse industries like aerospace, automotive or medical that require dissimilar material properties. Nonetheless, it should be noted that not all materials are equally suitable for every DED system or process parameter settings as they need to be carefully adjusted if one wants good results to be achieved in terms of quality control during manufacture phase.
Common Materials: Titanium, Stainless Steel, Tungsten, and More
Titanium: Titanium is known for its high strength to weight ratio, resistance against rusting and corrosion as well as how friendly it is when used with living tissues. These are the reasons why a lot of industries use it but mainly in aerospace engineering; making medical equipment like implants or artificial joints; creating high-performance car parts.
Stainless Steel: Stainless steel is loved due to its ability not to break easily, protect itself from rust by forming a thin film layer called an oxide which blocks air and water from coming into contact with iron atoms that make up most metals we know about today. This characteristic helps metals maintain their shiny appearance even when exposed outdoors for long periods without any protection such as painting or coating materials around them. It also has good strength properties against deformation under loadings applied during different processes like bending, twisting, compressing etc., this makes stainless steels desirable structural materials that can be used in various industries including construction industry where durability matters most as well food processing plants where hygiene standards must be met constantly through easy cleaning practices.
Tungsten: Tungsten has one of the highest melting points among all elements found on earth; it is very hard and heavy too. For these properties therefore tungsten finds extensive application areas for instance cutting tools because they need something strong enough to endure extreme conditions during operation; wear resistant coatings where surfaces will be subjected continuously against abrasive media like sand particles or metallic powders etcetera; electrical contacts that require stable conductivity even at elevated temperatures which may cause other materials lose their current carrying capacity due expansion followed by contraction when cooling down again after heating up beyond certain limits imposed by normal usage limits imposed by thermodynamic laws.
Nickel Alloys: In order to achieve maximum mechanical strength together with heat resistance required under harsh working environments characterized by high stresses coupled with temperatures close those encountered near sun’s surface; oxidation resistance since these alloys work aerospace engines where oxygen levels are relatively higher than say atmospheric air; corrosion resistance in marine environments where there is salt water present which can corrode metals very easily. These are some reasons why nickel based superalloys such as Inconel or Hastelloy find wide applications within aerospace industry especially jet turbines among others.
Aluminum: Aluminum is a metal that’s known for its lightness and high resistance to corrosion. Being lightweight but strong, it’s used in the production of many things including aircraft bodies. It’s also a great conductor of electricity; thus being useful in making power cables. Lastly, aluminum is highly malleable, meaning it can be molded into various shapes without breaking easily.
By using different types of materials during DED Metal 3D Printing process, specific requirements set by different sectors can be met hence ensuring that components are up to standard with regards performance levels expected from them under use conditions prevailing at the time when they will be utilized as well as durability standards expected over product lifetime considering factors like wear out rates experienced under certain application settings frequently encountered across various industries.
The Role of Powder or Wire Feedstock in DED
In Directed Energy Deposition (DED), powder and wire feedstocks are key components, each with its own advantages for specific applications. Powder feedstock has the ability to realize higher resolutions and more complex geometries than any other type of feedstock, allowing unprecedented control over layer thicknesses as well as material compositions. Therefore it is most useful where precision matters most such as aerospace or biomedical implants.
On the other hand, wire feedstock can achieve larger sizes at cheaper costs due to higher deposition rates; this makes it suitable for repair jobs or building big parts. The continuity in wire feeding prevents contamination risks hence finds use mainly in heavy duty industries that require large scale fabrications.
Ultimately whether one should use powder vs wire feedstocks during DED depends solely on what needs doing vis-à-vis desired precision levels; material properties required and production volume among others. An understanding of these two types of feedstocks will enable manufacturers optimize their processes for better performance while saving time too.
How Can DED Be Used for Repairing Metal Parts?

DED is very good for fixing metal pieces because it is precise and works well with different materials. This method includes putting metal in places that have been worn out or damaged, sometimes without having to take things apart too much. With DED, material can be added where it is needed most so that surfaces may be built up again, cracks filled, and even missing sections replaced. That’s why it’s perfect for expensive parts used in aerospace, automotive industry as well as tooling among others – repairs save more money than replacements here due to costliness and time consumption involved in making new ones.
Repairing Existing Parts with DED: Benefits and Techniques
When it comes to fixing damaged parts, DED has several advantages. First of all, it can increase the life of valuable components by depositing material only where necessary to restore their functionality and efficiency. This method also saves on materials and reduces cost per unit with the least amount of waste generated.
Secondly, repair times are greatly reduced through DED. Traditional methods usually require extensive dismantling whereas in most cases this technique is applied directly onto the affected area; thus saving time as well as manpower needed for disassembly. Henceforth any industry with high downtime charges like aerospace or automotive sector can benefit from this.
There are different techniques used during this process such as multi-axis machines that allow for complex geometries to be repaired without moving the part hence ensuring accuracy and consistency at all times; also another method involves real-time monitoring along closed-loop control systems which ensures precise positioning so as not compromise structural integrity.
Manufacturers can realize better repair results that save costs significantly, prolong useful life of critical parts among other benefits if they employ more sophisticated methods while appreciating inherent gains associated with DED.
Examples of DED in Repairing Industrial Components
- Aerospace Industry: According to leading aerospace maintenance companies, Digital Electronics Design (DED) can be used for fixing parts like turbine blades and other important engine components. Such firms add that DED is capable of accurately adding material to the worn-out sections of these valuable parts thereby restoring them back to their initial specifications in terms of size or shape. Apart from saving money this also takes less time than ordering new ones.
- Automotive Sector: In automotive industry DED is employed when repairing tool & die components as well as molds including even some engine parts . Major automotive repair companies emphasize how DED can rebuild dies and molds by extending their lifespan through re-establishing worn surfaces or edges hence guaranteeing production quality parts all along. This method becomes particularly useful for fixing costly complex components which would have otherwise required replacement.
- Tooling and Manufacturing: Another common area where digital electronics design finds wide application is within tooling plus manufacturing industries where it serves purposes such as cutting tools refurbishment , mold repair among others. The highest number of experts drawn from top-rated manufacturing websites indicate that this technology helps in adding material exactly into those areas which are worn out so as to improve on durability and effectiveness for these tools. Additionally being able to fix instead of buying new saves lots of money and reduces downtime involved during replacements.
These examples from practice show clearly that DED has great potential in terms of fixing industrial elements which brings economic benefits as well operational improvements within various hi-tech sectors.
What Are the Applications of DED in Various Industries?

The Directed Energy Deposition (DED) has various applications that span across different sectors where it is used as a reliable method of repair and refurbishment. For instance, in the aerospace industry, DED is instrumental when it comes to restoring parts of engines that are considered to be critical such as turbine blades back into their original state which provides a cheap way of fixing them within a short period. Similarly, this technology can be applied in the automotive sector to reconstruct surfaces on tools and dies components as well as molds together with engine parts thus ensuring durability and quality of expensive tools. Additionally, it can also be utilized in tooling and manufacturing industries for reconditioning cutting tools among other high precision instruments used in molding processes thereby making them more durable and efficient during operation. To sum up, what makes DED so important within these areas is its ability to add materials precisely at worn out regions leading not only to cost savings but also improved performance throughout high tech sectors.
DED in Aerospace: Repair, Manufacture, and Customization
The aerospace industry has been changed by Directed Energy Deposition (DED) which provides efficient solutions for repair, manufacturing and customization. DED is mainly used in repairing turbine blades and engine parts among other high-value components by restoring them back to the initial standards precisely. In addition to being cheap these repairs also cut down on time taken for maintenance which is crucial in aerospace operations. During manufacture, this technique is used in making strong mechanical properties complex metal parts while minimizing material wastage at the same time. Furthermore, it allows customization through adding features onto existing components or making unique pieces according to specific requirements hence its usefulness as a transformative technology for aerospace because of its repair, production and adaptation capabilities that are sturdy and adaptable too.
Use of DED in Automotive Industry
Component repair, manufacturing and customization within the automotive industry has become a common use case for Directed Energy Deposition (DED) technology. This is because it allows for precise surface restoration on expensive components such as engine parts, molds or dies which can extend their useful life significantly.An error occurred during generation. Please try again or contact support if it continues.
Medical Applications of DED Additive Manufacturing
In healthcare, Directed Energy Deposition (DED) additive manufacturing has a significant impact on the industry as it allows for the creation of intricate and personalized medical devices such as implants and prosthetics. One important usage is making implants that are specific to a certain patient’s anatomy which greatly improves their fitting and functioning. DED technology can also be used for creating precise surgical tools or parts with complex shapes that are needed in large quantities because they need to have high reliability during operation too. Moreover, DED becomes helpful when it comes to repairing or reconditioning expensive medical apparatus; this way they can be used longer thus lowering waste production rates. By enabling customization, accuracy and cost-effective production methods, DED transforms healthcare manufacturing while improving patient outcomes as well as operational effectiveness.
Frequently Asked Questions (FAQs)
Q: What is Direct Energy Deposition (DED) in metal additive manufacturing?
A: Direct Energy Deposition (DED) is a metal additive manufacturing technique that uses a focused energy source such as a laser or electron beam to melt material, typically metal powder or wire, as it’s being deposited. This allows for the creation of new components or the repair of existing parts by adding material onto them.
Q: How does DED differ from powder bed fusion (PBF) in 3D printing?
A: While both powder bed fusion (PBF) and direct energy deposition (DED) are metal 3D printing methods, DED uses a focused energy source to melt material during deposition, allowing for more intricate repairs and additions to existing parts. PBF, on the other hand, melts layers of powder in a build bed to form parts. DED is more suitable for larger parts and repairs, whereas PBF excels in creating detailed, complex geometries.
Q: What materials can be used in DED printers?
A: DED printers can work with a variety of metal materials including titanium and titanium alloys, stainless steel, Inconel, and other metal powders or wires. The choice of material is often dictated by the specific application and desired properties of the final part.
Q: What are some common applications of DED in industrial 3D printing?
A: DED can be used for producing large parts, repairing damaged components, and adding material to existing components for enhancement. It’s widely used in aerospace, automotive, and tooling industries for parts that require high precision and strength.
Q: How does an arc DED system work?
A: Arc DED systems use an electric arc as the focused energy source to heat and melt the metal material being deposited. This method is similar to welding and is often used for applications requiring robust metal deposition, such as creating large parts or repairing heavy equipment.
Q: What is electron beam additive manufacturing (EBAM) and how is it related to DED?
A: Electron beam additive manufacturing (EBAM) is a type of DED that uses an electron beam as the energy source to melt the metal material during deposition. EBAM is particularly effective for creating large parts with high deposition rates and is commonly used in aerospace and other high-demand industries.
Q: How does the cooling time affect the DED 3D printing process?
A: Cooling time in DED processes is critical as it affects the microstructure and mechanical properties of the final part. Managing the cooling time can allow manufacturers to control the grain structure and reduce residual stresses, resulting in parts with improved performance and consistency.
Q: What role does the melt pool play in DED 3D printing methods?
A: The melt pool in DED processes is the localized region where the focused energy source melts the metal material. Proper control of the melt pool is essential for achieving uniform deposition, optimal microstructure, and avoiding defects in the final part.
Q: Who are some notable manufacturers of DED machines?
A: Notable manufacturers of DED machines include Sciaky, which is known for its electron beam additive manufacturing (EBAM) systems, and AddUp, which offers various laser DED machines. These companies provide robust solutions for industrial 3D printing and high-precision metal deposition.
Q: How does DED fit into the larger category of metal 3D printers and additive manufacturing methods?
A: DED is one of several metal 3D printing methods, alongside powder bed fusion (PBF) and direct metal deposition. It is particularly valued for its ability to produce large parts, repair existing components, and quickly add material to critical areas, making it indispensable in industrial 3D printing for applications where other techniques might be less effective.



