Additive manufacturing has revolutionized the production industry by enabling the creation of complex geometries and optimized structures that traditional manufacturing methods cannot achieve. Among the various techniques available in metal 3D printing, Selective Laser Melting (SLM) and Electron Beam Melting (EBM) stand out due to their high precision and ability to produce parts from a wide range of metal powders. This blog aims to delve into the intricacies of both SLM and EBM, comparing their methodologies, advantages, and limitations. By understanding these two pivotal technologies, readers will gain insights into how they can be effectively applied in various industrial contexts, from aerospace to medical implants.
What is Selective Laser Melting Technology?
How does Selective Laser Melting work?
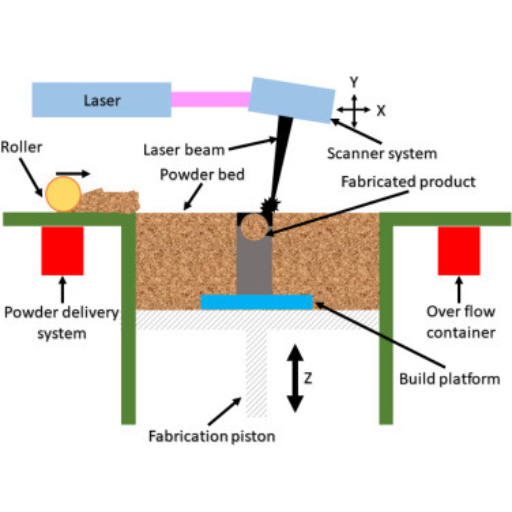
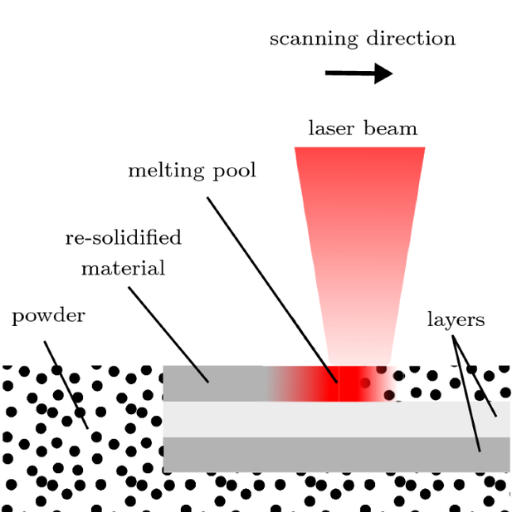
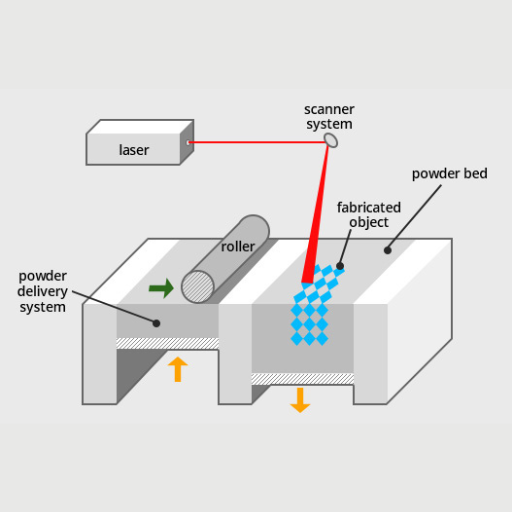
Selective Laser Melting (SLM) is a manufacturing technology that creates objects by fusing powdered materials with a laser. In this method, metallic powders are heated up to melting point and then solidified into the desired forms by a highly concentrated laser beam. To begin with, it relies on CAD data of the part which is cut into thin layers. These slices are then fed to an SLM machine which spreads a layer of metal powder onto a build platform. According to CAD information the laser selectively melts the powder and the platform descends so as to accommodate addition of layer after layer of powder. This process goes on until a complete part is obtained. Ultimately, the remaining powder is taken out leaving behind fully dense intricate 3D printed metal parts.
What are the key components of the SLM process?
The following are key components for Selective Laser Melting (SLM):
- Laser System: For example, metals powders are completely melted and fused using laser beams ranging from 200-1000 Watts of power which could be either CO2 or Nd: YAG lasers.
- Build Platform: Where building takes place. The platform gradually lowers to allow for deposition of successive layers of metal powders. It plays important roles in maintaining part alignment and guaranteeing precision in each build layer.
- Powder Dispenser and Recoater: Such processes distribute metal powder uniformly over build chamber’s base plates in thin layers for each operation enabling maintenance of consistency within final product structure as it is built
- CAD Model and Slicing Software: Initially, there should be detailed digital CAD model designed based on given part design which will be sliced into thin sections using software guiding upon printing process by means of this laser system.
- Inert Gas Atmosphere: In order to avoid oxidation as well as other chemical reactions within build chamber when processing products through SLM technique; inert gases such as nitrogen or argon are used to fill chamber so that powders and final products retain their desired properties.
- Support Structures: These are elements required to anchor the part to the build platform and handle residual stresses. They also allow for better heat transfer during printing.
- Post-Processing Equipment: There is a need for post processing activities which may include relieving of stress, removal of scaffolding and surface finishing in order to achieve the intended specifications after printing has been done.
In order to guarantee component quality and performance, technical parameters such as laser power, layer thickness (usually from 20 to 100 microns), scan speed and hatch distance have to be strictly observed.
What materials can be used in Selective Laser Melting?
Selective Laser Melting (SLM) is a highly versatile additive manufacturing method that employs mainly metals. Materials commonly used include stainless steel, aluminum, titanium, cobalt-chrome alloys etc. Stainless steel finds favor due to its high resistance to corrosion and strength thereby making it suitable for various applications. Lightweight nature of aluminum together with its high thermal conductivity make it ideal for aerospace or automotive parts. Titanium is well known for its superior strength-to-weight ratio as well as biocompatibility thus becoming an optimal choice in medical or aerospace sectors. Cobalt-chrome alloys are strong materials with high wear resistance thus they are widely utilized in orthopedic or dental implants. Each material brings unique features adjusted towards certain industries’ requirements hence SLM remains very adaptive process when it comes to production needs at the industry level.
How Does the SLM Process Differ from EBM?
Laser versus electron beam in 3d printing comparison
The core difference between selective laser melting and electron beam powder bed fusion processes is the power source that melts the powder material. The former uses a high-powered laser while the latter employs an electron beam.
Energy Source and Environment
- Laser (SLM): The process uses a powerful laser for melting of the powder particles and merging them. The set up should be environmentally controlled, usually with an inert gas (such as argon) to avoid oxidation.
- Electron Beam (EBM): It works under high vacuum conditions using an electron beam. Such a vacuum is necessary in order to prevent loss of electrons due to scattering thereby ensuring accuracy.
Thermal Management and Build Speed
- Laser (SLM): Operates at room temperature or slightly elevated temperatures. Cooling occurs naturally or via additional cooling channels.
- Electron Beam (EBM): Can preheat the powder bed to high temperatures (up to 700°C), reducing residual stresses and improving layer adhesion, but requiring a longer cool-down period.
Accuracy and Resolution
- Laser (SLM): Generally provides higher precision and finer detail due to smaller spot sizes. Typical layer thickness ranges from 20 to 100 microns.
- Electron Beam (EBM): Typically has larger spot sizes and can produce thicker layers, leading to faster build times but potentially lower resolution. Layer thickness usually ranges from 50 to 200 microns.
Materials and Applications
Laser (SLM): Compatible with a wide range of materials such as stainless steel, aluminum, titanium, cobalt-chrome alloys. It is widely used in industries that require high levels of accuracy as well as fine details like aerospace industry, medical equipment manufacturing firms among others.
Electron Beam (EBM): Primarily used for high-melting-point materials like titanium and nickel alloys. Preferred in applications where high strength and reduced residual stresses are critical which includes aerospace industry and biomedical implants.
Technical Parameters
SLM:
- Laser Power: Typically 200-1000 W
- Layer Thickness: 20 to 100 microns
- Scan Speed: Up to 7000 mm/s
- Hatch Distance: 0.1 to 0.3 mm
EBM:
- Beam Power: Typically 3-10 kW
- Layer Thickness: 50 to 200 microns
- Scan Speed: Up to 2000 mm/s
- Build Platform Temperature: Up to 700°C
Both SLM and EBM have their own advantages over each other, and the choice between them will depend on application requirements like material type, necessary precision and thermal management factors.
Difference in Powder Bed Fusion Technologies
The different technical capabilities and material compatibilities of powder bed fusion (PBF) technologies including selective laser melting (SLM) technology and electron beam melting (EBM) process result into these two processes servicing distinct industrial needs and applications.
Speed and Efficiency
- SLM: It uses a laser selectively fusing the powder particles which allows the manufacturing of intricate geometries with high precision. The build rates are often lower due to detailed layer deposition that makes it suitable for creating complex structures or ones with fine details.
- EBM: This involves using an electron beam for melting powder layers. It can accommodate larger batch sizes as well as build at higher speeds because of thicker layer deposition and higher power beams. However, it may result in poor surface finish and accuracy trade-offs.
Thermal Management
- SLM: It is highly appreciated for demanding applications that require fine features which include tight tolerances. This makes it suitable for industries where detail and mechanical properties are critical, as it produces parts with fine microstructures and superior surface finishes.
- EBM: On the contrary, EBM usually results in coarser microstructures yet has greater density and strength, making it ideal for heavy duty applications. The ability to process high-performance metals and reduced residual stresses make it favorable for aerospace and biomedical implants.
Therefore, understanding the nuanced differences between SLM and EBM allows informed decision-making regarding specific project requirements ensuring optimum performance, effectiveness and material utilization.
Different Mechanical Properties of SLM And EBM Made Parts
Comparing Mechanical Properties of Selective Laser Melting (SLM) Parts with those Produced through Electron Beam Melting (EBM), there are several distinct characteristics:
- Strength and Density: In general, SLM parts exhibit finer microstructures together with higher resolutions that lead to improved surface finishes as well as delicate features. Consequently, SLM is the most preferred method in manufacturing components that require very small dimensional accuracy or geometric details. Furthermore, compared to EBM’s relatively lower density but higher strength arising from its rougher microstructure production methods that suits better in heavy-duty usage.
- Residual Stresses: Rapid cooling rates in SLM processes typically result into high residual stresses. These stresses may cause distortion or warping hence post processing processes like heat treatment are commonly performed. Conversely, thermal stresses become minimized when EMB’s elevated build platform temperatures minimize warping on final parts.
- Material Suitability: Both technologies can be used to process a wide range of metals; however, EMB’s vacuum environment is particularly useful when reactive materials such as titanium alloys are involved. This environment improves material integrity by minimizing oxidation while also allowing for outstanding performance even under high-stress conditions like aerospace or biomedical implants.
Thus overall deciding between these two techniques will much depend on the specific mechanical property requirements of a project that may include precision, material strength and stress tolerances.
Why Choose SLM for Metal Additive Manufacturing?
Advantages of Using SLM 3D Printing
- Precision and Accuracy: SLM is famous for its capability to create parts with incredibly accuracy and intricate details. The fine microstructures that are obtained through the SLM techniques make it possible to attain very high resolutions and surface finishes. Therefore, it is suitable for those applications that require tight tolerances and complex geometries such as medical devices and aerospace components.
- Versatile Materials: It can operate with a wide range of metals including stainless steel, aluminum, cobalt-chrome, nickel-based superalloys, etc. This offers the manufacturing industry an opportunity to choose the most appropriate materials for their application requirements.
- Improved Surface Finish: In general, SLM parts tend to have smoother surfaces compared to other additive manufacturing methods due to controlled laser melting process. Such smoothness means lesser post-processing or machining needs hence saving time and money.
- Mechanical Properties: Generally, parts developed via SLM exhibit exceptional mechanical properties like tensile strength and hardness. As a result of this fine-grained microstructure in SLM process which adds up these improved attributes making them suitable in demanding engineering applications.
- Residual Stress Management: Although rapid cooling rates may lead to high residual stresses when using this technology, there is sophisticated strategic approach towards managing such stresses by adopting some practices in the system. For example pre-heating the build platform; optimizing scan strategies; post-processing heat treatments.
- Customization & Complexity: Customization levels are very high in Selective Laser Melting (SLM), which allows production of tailor-made components according to specific requests. Industries such as custom prosthetics and dentistry enjoy this advantage more because designs must be done on individual patients.
Technical Parameters:
- Layer Thickness: Varies from approximately 20 – 100 microns thus facilitating high-resolution builds.
- Laser Power: Normally between 200 – 1000 watts which may affect build speed as well as material properties.
- Build Volume: Varies with common sizes at around 250 x 250 x 300 mm making it suitable for wide applications.
- Scan Speed: Usually about 7000 mm/s so as to affect overall build efficiency as well as resolution of the system.
In conclusion, SLM 3D printing offers a compelling combination of precision, material versatility, excellent mechanical properties, and efficient stress management, which makes it ideal for many advanced manufacturing applications.
Challenges and Limitations of SLM Technology
However, despite the benefits that come with selective laser melting (SLM) technology there are several challengesthat have contributed to its limited application.
- Costly: The initial setup of SLM technology has high costs that prevent this technique from being more widespread. These include expenses such as high-grade metal powders, maintenance of laser systems and power consumption.
- Material Limitations: Not all materials are able to be used in the technique. It may be highly effective with some metals and alloys but still not wide compared to other methods.
- Build Rate and Size Constraints: With respect to speed, the building rate is quite slow due to fine resolution required for high precision parts. Moreover, even though the build volume is sufficient for many applications it can limit or slightly restrict larger parts size.
- Post-Processing Needs: Many post-processing activities including heat treatment; machining; surface finishing among others are necessary in order produce functional/ aesthetic parts using this method that meet the required standards.
- Residual Stresses & Distortions:Although some residual stresses could be reduced by these strategies they may persist particularly leading to deformities or weak mechanical behavior involving certain components.
The challenges have collective suggestions and requirement for the continuous research and development of SLM to make it a more globalized and cost effective method of manufacturing.
What are the Applications of SLM 3D Printing?
Selective Laser Melting for Aerospace and Automotive Industries
Selective Laser Melting (SLM) is highly used in both aerospace and automotive industries to generate complex geometries that are hard to achieve using the traditional methods of manufacturing as well as the lightweight structures.
Aerospace Industry
- Lightweight Components: SLM is applied in the production of light yet strong components like brackets, housings, and turbine blades. The reduction in weight and material usage brought by the creation of intricate lattice structures while maintaining tensile strength is a very important aspect in aircraft fuel economy.
- Customization and Part Consolidation: The ability of SLM to consolidate parts within the aerospace industry leads to reduction in the number of individual components that minimize possible points of failure hence simplifies assembly processes.
- Rapid Prototyping and Short Production Runs: SLM is used for quick prototyping phases on new designs as well as limited part manufacturing thereby fastening development cycle resulting into shorter time-to-market for new technologies.
Automotive Industry
- Performance Enhancement: High-performance car parts such as engine components, brake systems, and exhaust are manufactured using SLM technology. Typically these has intricate internal geometries that improve performance and efficiency.
- Customization and Tooling: Thusly there could be personalized car parts due to slm’s features; this helps manufacturers provide their customers with special solutions. Further more slm produce custom durable tools specifically made for production line thus improving accuracy in manufacturing process minimizing downtime cost effective approach suitable when it comes handling variations on vehicle production lines.
- Material Efficiency and Sustainability: Minimizing waste through use of appropriate amount of material during manufacturing process best leverages slm technology within automobile industry. These strategy concurs with sustainability objectives along with green vehicles programs.
Both aerospace and automotive industries have continued pushing the limits of innovation while attaining greater efficiencies and improved product performances by embracing slm capabilities.
Adoption of SLM in Medical and Dental Fields
- Customized Implants and Prosthetics: The medical and dental fields are being revolutionized by SLM technology which makes it possible for manufacture of customized implants and prosthetics. Such customization ensures proper fitting for every patient thereby improving comfortability and reducing the time required to recover after a surgery. SLM’s accuracy allows for the production of intricate shapes necessary in making complex implantations like crowns, bridges, or orthopedic tools.
- Biocompatible Materials: This technique is known to adopt biocompatible materials including titanium and cobalt-chrome alloys. These materials are used in medicine due to their strength as well as compatibility with human bodies. Consequently, this guarantees that these devices are secure and efficient thus promoting better outcomes for patients.
- Efficiency and Cost Reduction: Time and cost savings can be incurred through the application of SLM in the manufacturing processes of dentistry and medicine. Once again, 3D printing enables to reduce stocks by only manufacturing what is needed exactly when it is needed hence leading to efficient production process. Furthermore slm helps minimize waste by using just as little material that is required while operationalizing cost management strategies consistent with sustainability objectives.
Other Significant Applications of SLM
- Aerospace and Automobiles: Selective Laser Melting (SLM) technology is revolutionizing component manufacturing in aerospace and automotive industry. In an application such as aerospace, SLM allows the development of lightweight, high-strength parts capable of withstanding extreme conditions like elevated temperatures and stress. This has become possible due to this technology facilitating production of intricate geometries which would otherwise not have been produced by other conventional means. The automobile sector uses SLM for rapid prototyping, customization and developing intricate components that enhance vehicle performance and fuel economy.
- Tooling and Manufacturing: Furthermore, SLM technology is gaining traction in tooling and manufacturing sectors. Making unique tools moulds with complex internal geometries that have cooling channels improves on quality of products while at the same time enhancing efficiency in terms of production. By decreasing lead times as well as costs linked with traditional tooling processes, SLM enables manufacturers to respond more promptly to market needs including changes in production requirements.
- Energy & Power Generation: In energy sectors, there is a growing use of SLM in producing power generation and distribution parts. Turbine blades, fuel nozzles or heat exchangers require high level precision during their manufacture, a role that SLM plays perfectly improving on both performance levels as well as durability. To optimize energy consumption efficiency and reliability within power systems it must be possible to fabricate parts that possess increased thermal properties together with complex inner constructions.
This makes it easier to produce these items at a quicker rate thus making them available for all kinds of industries such as aviation companies or automakers’ inventory management systems.
How to Select SLM 3D Printers?
Features to search for in a machine for SLM
When choosing an SLM 3D printer, there are several key features that must be addressed to ensure optimal performance and meet specific application requirements. First, consider the machine’s build volume; larger build volumes enable production of bigger parts or multiple smaller parts at the same time. Second, evaluate laser power and type; higher power lasers can process a wider range of materials and achieve finer detail. Third, look for robust software integration that includes user-friendly interfaces, advanced design tools and efficient workflow management. Also important are machine reliability and ease of maintenance—choose a model offering strong support and minimum downtime. Lastly, material compatibility with post-processing options available should go hand in hand with your production needs. By doing this you can pick an SLM machine that helps develop your manufactory capabilities as well as solving your operational goals.
Considerations applicable in industrial/commercial use
In selecting an SLM 3D printer for industrial use and commercial use making I take into account a number of important factors. The first one is the size or volume of the print bed since larger volumes allow for bigger components to be produced or simultaneous creation of multiple smaller items. Another thing that matters in my selection is laser power and type; higher wattage lasers provide compatibility with more materials as well as better details. Furthermore, it is essential to have software integration —a good printer has robust software which is easy-to-use during design process thereby streamlining production workflow effectively . Moreover, printer reliability and ease of maintenance are critical towards minimizing downtime on operations disruptions. Lastly, material compatibility with availability of post-production alternatives holds importance regarding meeting varied production demands. Considering these aspects will enable me choose a machine that suits my manufacturing processes while boosting it at the same time.
Reference sources
1. 3DS: EBM vs. SLM: Differences and Comparison
Source: 3DS – EBM vs. SLM: Differences and Comparison
Summary: This article from 3DS, a reputable company in the 3D printing industry, offers an in-depth comparison between Selective Laser Melting (SLM) and Electron Beam Melting (EBM). It discusses the technical aspects of each method, including the number of lasers used, the type of energy source, and the operational differences. The article is highly relevant for those seeking to understand the fundamental differences and practical applications of both technologies.
2. NCBI: Additive Manufacturing Processes: Selective Laser Melting
Source: NCBI – Additive Manufacturing Processes: Selective Laser Melting
Summary: This academic paper from the National Center for Biotechnology Information (NCBI) outlines the similarities and differences between SLM and EBM processes. It provides detailed technical insights into how each process works on layer-by-layer technology but also highlights the unique characteristics of EBM, such as its use of an electron beam instead of a laser. This source is credible and highly informative for readers looking for a scientific analysis of these two metal 3D printing methods.
3. Immensa: Powder Bed Fusion (SLS vs SLM vs EBM vs MJF)
Source: Immensa – Powder Bed Fusion
Summary: Immensa’s blog post compares various powder bed fusion methods, including SLM and EBM. The article highlights the high-energy laser used in SLM and contrasts it with the electron beam used in EBM. It also discusses practical considerations such as cost, efficiency, and suitable materials for each process. This source is particularly useful for professionals in the manufacturing industry who need a comprehensive overview of different additive manufacturing techniques.
Frequently Asked Questions (FAQs)
Q: What are the main differences between Selective Laser Melting (SLM) and Electron Beam Melting (EBM) in metal 3D printing?
A: The primary dissimilarities of SLM and EBM relate to power source as well as environment. Typical working conditions for SLM involve complete melting of powder materials using fiber lasers under controlled atmosphere with inert gases. However, the mode of operation of EBM involves an electron beam within a vacuum chamber. These two features primarily influence the type of materials, quality achieved at last ,and overall productivity.
Q: How do SLM and EBM handle titanium and titanium alloys?
A: Both selective laser melting (SLM) and electron beam melting (EBM) processes are suitable options when working with titanium and its alloys. It employs laser beams that can melt the titanium layer by layer hence it is good for complex geometries. In addition, EBM which uses an electron beam also processes titanium alloys thus yielding improved mechanical properties due to less residual stress. These techniques are extensively used in industries producing light but strong parts like aerospace industry or medical field.
Q: What are the advantages of using SLM in additive manufacturing processes?
A: Some advantages associated with selective laser melting in AM include high accuracy, creation capability for complex geometries as well as excellent mechanical properties. The technique enables selective laser heating process that results into complete melt of powder material forming components that have high density. Also, it is able to work on different types of metal powders such as aluminum alloys to titanium alloy.
Q: Is there a difference in the melting point handling between SLM and EBM?
A: yes there is difference when it comes to how SLM and EBM handles melting points .SLM utilizes lases with high energy rates that can melt granules precisely enabling then reach very high temperatures depending on kind it belongs to and scan setting employed. Similarly, while an electron beam provides high temperature, EBM uses it in a vacuum rather than air where there is low oxidation. These two methods can melt metals but the mode of energy supply and environment has an impact on molting process and final characteristics of the part.
Q: Can SLM and EBM be used for laser sintering?
A: Unlike laser powder bed fusion which is full melting, SLM was specifically designed for 3D printing processes that involve complete fusion of metal powders as opposed to partial melting or sintering. This technology may be confused with Direct Metal Laser Sintering (DMLS), but DMLS uses partial melting or sintering. On the other hand, full melting is also achieved using EBM just like in SLM only difference being use of electron beams rather than lasers. Therefore both of these methods are associated with full transformation instead of either partial fusion or sintering.
Q: What materials can be used in SLM compared to EBM?
A: As a result, while titanium alloys are commonly used in selective laser melting as well as aluminum alloys and stainless steels; such materials like titanium and its alloys are highly effective when used during electron beam melting due to vacuum environment which prevent oxidation.The choice of AM technology relies on particular applications demands hence some parts may require different mechanical properties as possible.